- Startseite
- >
zylindrische Zellenmontagemaschine
- >
zylindrische Zellwickelmaschine
- >
Automatische Wickelmaschine für zylindrische Zellen für 21700 und 26650 | TOB-3270Y-26
Kategorien
Heiße Produkte







Loading...




Automatische Wickelmaschine für zylindrische Zellen für 21700 und 26650 | TOB-3270Y-26
Marke:
TOB NEW ENERGYArt.-Nr.:
TOB-3270Y-26Bestellung (moq):
1Zahlung:
L/C,T/TProduktherkunft:
ChinaHafen:
xiamen
TOB-3270Y-26 Automatische zylindrische Batteriezellen-Wickelmaschine für die Produktion von 21700- und 26650-Zellen
Produktübersicht und ideale Anwendungen
Eine Wickelmaschine für zylindrische Zellen nimmt kontinuierliche Streifen aus Kathodenelektrode, Anodenelektrode und Separator auf und wickelt sie unter kontrollierter Spannung zu einer präzisen Jellyroll – dem Kern jeder zylindrischen Lithium-Ionen-Batterie. Die TOB-3270Y-26 ist eine vollautomatische Wickelmaschine, die speziell für die Zellformate 21700 und 26650 entwickelt wurde. Sie verarbeitet Elektrodenbreiten von 30 mm bis 68 mm und produziert fertige Zellen mit einem Außendurchmesserbereich von φ18–φ21 mm. Sie führt den vollständigen Wickelablauf aus – aktives Abwickeln, Spannungsregelung, Staubentfernung, Kanten-Ausrichtungskorrektur, Wickeln, Anbringen des Abschlussbandes, Tab-Prägung, automatisches Schneiden, Kurzschlusserkennung und Sortierung guter und fehlerhafter Zellen – in einem einzigen, kontinuierlichen, vom Bediener überwachten Zyklus durch.
Der zentrale Wickelmechanismus der Maschine verwendet einen servogesteuerten Drehtisch mit mehreren Stationen, die jeweils einen Wickelnadelsatz tragen. Das Design mit zwei halben Nadeln und einseitigem Herausziehen ermöglicht es, die Nadel aus der fertigen Jellyroll zu entfernen, ohne die eng gewickelten Schichten zu beeinträchtigen. Dies ist einer der Schlüsselfaktoren für hohe Wickelgeschwindigkeit und niedrige Ausschussraten. Der Nadelwechsel – erforderlich beim Wechsel zwischen Zellformaten – dauert weniger als fünf Minuten und minimiert Ausfallzeiten in der Produktionsumgebung.
Ideal für:
- Lithium-Ionen-Batteriehersteller, die zylindrische 21700- oder 26650-Zellen für Elektrofahrzeuge, Energiespeichersysteme, Elektrowerkzeuge und E-Mobilität produzieren.
- Pilotlinien, die von halbautomatischem Wickeln auf eine vollständig automatisierte, rückverfolgbare Wickelstation mit integrierter Fehleraussortierung hochskalieren.
- Auftragshersteller, die schnelle Formatwechsel (Außendurchmesser, Breite) ohne langwierige mechanische Umrüstung benötigen.
- Jede Produktionslinie, die derzeit mit uneinheitlicher Jellyroll-Ausrichtung, Faltenbildung des Separators oder hohen Kurzschluss-Ausschussraten durch manuelles oder halbautomatisches Wickeln zu kämpfen hat.
Position dieser Maschine in der Herstellung zylindrischer Zellen
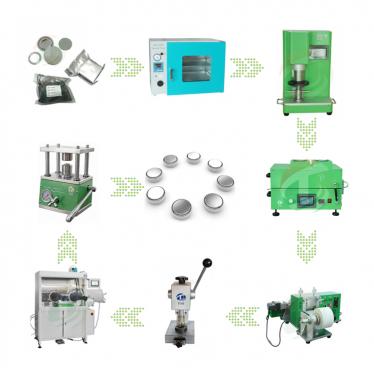
Die TOB-3270Y-26 arbeitet in der Zellmontagephase, nach Elektrodenbeschichtung, Kalandrierung und Schlitzung sowie vor dem Befüllen mit Elektrolyt und dem Bördeln. Der Prozessablauf in einer typischen Produktionslinie für zylindrische Zellen ist:
● Elektrodenvorbereitung – Kathoden- und Anodenfolien werden beschichtet, getrocknet, kalandriert und auf die erforderliche Breite geschlitzt. Laschen werden an vorbestimmten Positionen entlang des Streifens angeschweißt.
● Wickeln (Aufgabe der TOB-3270Y-26) – Die geschlitzten Elektrodenstreifen und der Separator werden in die Wickelmaschine eingeführt. Die Maschine wickelt sie zu einer präzisen Jellyroll, bringt das Abschlussband an, prägt bei Bedarf die Laschenpositionen und führt einen Inline-Kurzschlusstest durch.
● Einsetzen und Laschenschweißen – Die Jellyroll wird in das zylindrische Gehäuse eingesetzt. Die Kathodenlasche wird mit der Kappe oder dem Gehäuse verschweißt, und die Anodenlasche wird mit dem Gehäuseboden oder einer Stromunterbrechungsvorrichtung verschweißt.
● Elektrolytbefüllung und Versiegelung – Das Gehäuse wird in einer Vakuum- oder Inertgasumgebung mit Elektrolyt befüllt, und die Kappe wird gebördelt oder lasergeschweißt.
● Formierung und Alterung– Die versiegelte Zelle durchläuft erste Lade- und Entladezyklen, um die SEI zu bilden und die Kapazität zu stabilisieren.
Der Wickelschritt ist besonders anspruchsvoll, da er Hochgeschwindigkeitsmechanik mit Ausrichtungsanforderungen im Mikrometerbereich kombiniert. Eine falsch ausgerichtete Jellyroll – bei der Kathode und Anode nicht perfekt zentriert relativ zum Separator sind – kann zu internen Kurzschlüssen, verringerter Kapazität oder beschleunigtem Kapazitätsverlust führen. Die Ausrichtungsgenauigkeit der TOB-3270Y-26 von ±0,3 mm sowohl für den Separator als auch für die Elektrodenkanten begegnet diesem Risiko direkt.
Materialfluss und Handhabung:
● Kathoden- und Anodenelektrodenrollen (Innendurchmesser φ76,2 mm, Außendurchmesser bis zu φ400 mm) werden auf aktive Abwickelspindeln geladen. Jede Spindel ist mit einem Spannungsregelsystem mit Proportionalventilen ausgestattet, wodurch die Spannung abschnittsweise angepasst werden kann (z. B. geringere Spannung während des anfänglichen Wickelns, höhere Spannung während der letzten Schichten).
● Separatorrollen (Innendurchmesser φ76,2 mm, Außendurchmesser bis zu φ300 mm, Dicke 0,015–0,030 mm) werden von einer separaten Abwickelstation mit integrierter Kantenpositionskorrektur zugeführt.
● Nach dem Wickeln wird ein Abschlussband (Innendurchmesser φ76,2 mm, Außendurchmesser bis zu φ150 mm, Breite 20–60 mm) über einen Rollenklebe-Mechanismus angebracht, der Faltenbildung oder Knicke verhindert.
● Ein Manipulatorarm entfernt die fertige Jellyroll und legt sie auf ein Förderband, das gute Zellen zum Sammelplatz transportiert und kurzgeschlossene Zellen in einen Ausschussbehälter umleitet.

Funktionsweise der automatischen Wickelmaschine
● Wickelmechanismus und Drehtisch
Das Herzstück der Maschine ist ein servogesteuerter Drehtisch, der zwischen mehreren Stationen taktet. Jede Station hält einen Wickelnadelsatz – den Dorn, um den Elektroden und Separator gewickelt werden. Der Tisch wird von einem Servomotor angetrieben, der mit einem mechanischen Teiler (Kurvenindexierer) gekoppelt ist und die hohe Positioniergenauigkeit und Wiederholbarkeit liefert, die für gleichmäßige Jellyroll-Abmessungen erforderlich sind.
Die Wickelnadel selbst ist ein Dual-Halbnadel-Design. Zwei halbzylindrische Nadeln fügen sich zusammen und bilden einen vollständigen zylindrischen Dorn. Nach Abschluss des Wickelvorgangs wird eine Halbnadel von einer Seite herausgezogen, sodass der Jellyroll-Kern entfernt werden kann, ohne die innersten Schichten mitzuziehen oder zu beeinträchtigen. Diese einseitige Entnahmemethode ist schneller und verursacht weniger Schäden als ältere Konstruktionen, bei denen beide Hälften gleichzeitig von gegenüberliegenden Seiten herausgezogen werden mussten.
●Abwickeln, Spannungskontrolle und Abweichungskorrektur
Jede der drei Materialzuführungen – Kathodenelektrode, Anodenelektrode und Separator – verfügt über einen eigenen aktiven Abwickelmotor, Spannungssensor und spannungsgesteuerten Aktuator mit Proportionalventil. Die Maschine kann mit einem segmentierten Spannungsprofil programmiert werden: beispielsweise mit geringerer Spannung während der ersten Umdrehungen, um die anfängliche Krümmung um die Nadel mit kleinem Durchmesser auszugleichen, und anschließend schrittweise steigender Spannung, um einen dichten, hohlraumfreien Jellyroll-Kern sicherzustellen.
Ein integriertes Korrektursystem für die Kantenposition verwendet Sensoren zur Erkennung der Materialkante, um jeden Streifen innerhalb von ±0,3 mm zentriert zu halten. Wenn die Kante einer Elektrode aufgrund einer leichten Fehlausrichtung auf der Vorratsrolle zu wandern beginnt, passt der Korrekturmechanismus die seitliche Position der Führungsrollen in Echtzeit an. Diese „integrierte Korrektur“-Regelstrategie sammelt das Fehlersignal über die Zeit und ermöglicht eine schnellere und genauere Reaktion als eine einfache proportionale Korrektur – wichtig bei den hohen linearen Geschwindigkeiten, die diese Maschine erreichen kann.
●Staubentfernung, Abschlussband und Stanzung
Am Ende jedes Abwickelwegs der Elektrode, kurz bevor das Material in die Wickelzone gelangt, entfernt eine Staubentfernungsvorrichtung (typischerweise eine vakuumunterstützte Bürste oder ein elektrostatischer Eliminator) lose Partikel von der Elektrodenoberfläche. Dieser Schritt ist entscheidend, um Partikelverunreinigungen zu verhindern, die interne Kurzschlüsse verursachen können.
Sobald die voreingestellte Anzahl an Umdrehungen (entsprechend dem Zellendesign) erreicht ist, wird das Abschlussband automatisch angebracht. Der Bandaufbringungsmechanismus verwendet eine rollende Aufpressbewegung, bei der eine Rolle das Band auf die Außenfläche des Jellyroll-Kerns drückt, während sie sich dreht, und so eine glatte, faltenfreie Oberfläche gewährleistet. Ein Stanzmechanismus markiert anschließend die Positionen der Ableiter oder codiert die Zelle bei Bedarf, und ein automatischer Schneider trennt die Elektroden- und Separatorstreifen.
●Kurzschlusserkennung und Sortierung
Der fertige Jellyroll-Kern wird zu einer Kurzschlussprüfstation transportiert. Dort kontaktieren Prüfspitzen die Kathoden- und Anodenanschlüsse und legen eine Prüfspannung an. Die integrierte Erkennungsschaltung misst den Isolationswiderstand (oder Leckstrom) und vergleicht ihn mit einem Grenzwert. Zellen, die den Test nicht bestehen – was auf einen internen Kurzschluss hindeutet, der meist durch ein Metallpartikel oder eine falsch ausgerichtete Elektrodenkante verursacht wird – werden automatisch in einen separaten Behälter ausgesondert. Gute Zellen werden zum Sammelbereich transportiert. Eine Schutzabdeckung über der Prüfstation erhöht die Sicherheit des Bedieners und verhindert, dass externe elektrische Störungen die Messung beeinflussen.
●Mensch-Maschine-Schnittstelle und Steuerungen
Die Maschine wird über ein verschiebbares HMI-Panel gesteuert, das für einen bequemen Zugang während des Betriebs und der Wartung neu positioniert werden kann. Die Schnittstelle zeigt Wickelparameter (Spannung, Geschwindigkeit, Umdrehungsanzahl, Ausrichtungsstatus), Produktionsstatistiken und Fehlerdiagnosen an. Rezepte für verschiedene Zellformate können gespeichert und abgerufen werden, wodurch die Umrüstzeit reduziert wird. Der Schaltschrank befindet sich auf der rechten Seite der Wickelmaschine und ist so positioniert, dass er den Zugang des Bedieners zum Stanzbereich oder zum nachgelagerten Prozess nicht behindert.
 |
 |
Wichtige technische Vorteile der TOB-3270Y-26
●Servogetriebener Drehtisch mit Teiler für hochpräzise Hochgeschwindigkeitsprozesse
Die Kombination aus Servomotor und mechanischem Nockenteiler stellt sicher, dass jede Wickelstation mit exakter Wiederholgenauigkeit in Position gebracht wird. Dadurch werden kumulative Positionierungsfehler vermieden, die bei rein servogesteuerten Indexierungen auftreten können, während gleichzeitig eine flexible Geschwindigkeitsanpassung möglich bleibt. Das Ergebnis ist eine Wickelplattform, die einen hohen Durchsatz ohne Einbußen bei der Jellyroll-Konsistenz aufrechterhalten kann.
●Dual-Halbnadel mit einseitiger Entnahme – schnellerer Zyklus, weniger Schäden
Die einseitige Entnahmemethode entfernt eine Halbnadel, während der Jellyroll-Kern von der anderen Hälfte gestützt wird, die anschließend mit minimaler Reibung herausgleitet. Dieses Design reduziert das Risiko einer Delamination der innersten Schicht, einer häufigen Ursache für anfänglichen Kapazitätsverlust. Darüber hinaus dauert der Nadelwechsel zwischen Formaten (z. B. von einem Durchmesser von 18 mm auf 21 mm) weniger als fünf Minuten, wodurch Ausfallzeiten in Produktionsumgebungen mit mehreren Formaten deutlich reduziert werden.
●Segmentierte Spannungskontrolle mit Proportionalventilen
Die Wickelspannung ist kein Parameter, der einmal eingestellt und anschließend vergessen werden kann. Die TOB-3270Y-26 ermöglicht die Programmierung der Spannung in mehreren Segmenten – niedrige Spannung für die ersten Umdrehungen, ansteigend auf eine höhere Spannung für die Hauptschichten und eine abschließende Spannung für die äußersten Umdrehungen. Dies ahmt das Spannungsprofil nach, das ein erfahrener manueller Bediener anwenden würde, jedoch mit digitaler Präzision und 100 % Wiederholbarkeit. Die Proportionalventile reagieren schnell auf vom PLC vorgegebene Spannungsänderungen und halten die eingestellte Spannung innerhalb enger Grenzen, selbst wenn sich der Rollendurchmesser auf den Abwickelspulen verändert.
●Integrierte Korrektur der Kantenposition – ±0,3 mm Ausrichtungsgenauigkeit
Der Separator und beide Elektroden werden innerhalb von ±0,3 mm zueinander ausgerichtet, was dem Industriestandard für zylindrische Zellen entspricht. Der integrierte Regelalgorithmus und die Materialkantenerkennung bieten eine schnellere Korrektur als einfachere PID-Regler, was besonders wertvoll bei der Verarbeitung von Elektrodenstreifen ist, die durch den Schneidprozess eine leichte Welligkeit oder Krümmung aufweisen können.
●Inline-Kurzschlusserkennung mit automatischer Sortierung
Jeder Jellyroll-Kern wird vor dem Verlassen der Maschine auf interne Kurzschlüsse geprüft. Zellen, die den Test bestehen, werden zum Sammelbereich transportiert; fehlerhafte Zellen werden automatisch ausgesondert. Diese 100-%-Prüfung liefert sofortiges Feedback zur Wickelqualität und verhindert, dass fehlerhafte Zellen zur Elektrolytfüllung gelangen, wo ein Kurzschluss während der Formierung zu einem Brand führen könnte. Die Schutzabdeckung über der Prüfstation schirmt die Messung zudem vor elektromagnetischen Störungen durch die Servoantriebe ab.
●Kompaktes, vollständig geschütztes Design mit verschiebbarem HMI
Die Stellfläche der Maschine (L2400 × W1500 × H2100 mm) ist für eine vollautomatische Wickelmaschine relativ kompakt, was durch die vertikale Anordnung der Abwickelspindeln und des Drehtisches ermöglicht wird. Alle beweglichen Teile sind durch Schutzabdeckungen eingehaust, und das HMI-Panel gleitet entlang einer Schiene für ergonomischen Zugang. Der Schaltschrank befindet sich auf der rechten Seite, entfernt vom Stanzbereich, sodass er weder den Bediener noch nachgelagerte Anlagen beeinträchtigt.
●Schneller Formatwechsel – fünf Minuten für den Nadelwechsel
Der Produktbereich umfasst Außendurchmesser φ18–φ21 mm und Breiten von 30–65 mm. Ein Wechsel zwischen Produkten innerhalb dieses Bereichs erfordert nur den Austausch des Clip-Sets (der Führungen, die die Breite des Jellyroll-Kerns bestimmen) und die Anpassung des Nadeldurchmessers über die gespeicherten HMI-Rezepte. Die mechanische Konstruktion des Nadelklemmsystems ermöglicht einen Nadelaustausch in weniger als fünf Minuten, wie durch Werksabnahmetests bestätigt wurde.
Erforderliche Materialspezifikationen für die Maschine
Die folgende Tabelle gibt die Abmessungen und Toleranzen der Materialien an, für deren Verarbeitung die TOB-3270Y-26 ausgelegt ist. Alle Werte sind in Millimetern angegeben, sofern nicht anders angegeben.
| Material | Innendurchmesser | Außendurchmesser | Breite | Dicke |
| Kathoden elektrode | φ76.2 | ≤φ400 | 30–68 | 0.1–0.2 mm |
| Anoden elektrode | φ76.2 | ≤φ400 | 30–68 | 0.1–0.2 mm |
| Separator | φ76.2 | ≤φ300 | 32–70 | 0.015–0.030 mm |
| Abschlussband | φ76.2 | ≤φ150 | 20–60 | 0.02–0.05 mm |
Zusätzliche Materialanforderungen:
- Die Anzahl der Laschen auf einem einzelnen Elektrodenblatt darf 2 Stück nicht überschreiten.
- Es wird empfohlen, für die Lasche ein Durchschweißverfahren zu verwenden, wobei die freiliegende Länge weniger als 25 mm betragen soll.
- Der Eintritt mit zuerst eingeführter Kathode und der Eintritt mit zuerst eingeführter Anode können durch Ändern der Parameter frei eingestellt werden.
- Die Elektrodenbeschichtung muss gleichmäßig sein; Länge und Position müssen gut kontrolliert werden; die Welle nach dem Walzen muss weniger als 1 mm betragen; die Schlangenlinienbiegung muss weniger als 0,3 mm pro 1000 mm betragen (um die Wickelgenauigkeit nicht zu beeinträchtigen).
- Die Elektrode muss kontinuierlich geschnitten werden; der Breitenfehler muss weniger als ±0,05 mm betragen; das Material darf keine offensichtliche turmartige Wicklung aufweisen (nicht mehr als ±1 mm); die Wickelspannung muss gleichmäßig sein.
- Die Laschen sollten flach sein und ein Verbiegen möglichst vermieden werden.
- Die Dicke der Elektrode darf nach dem Schweißen nicht beeinträchtigt sein.
- Das Abschlussband muss gleichmäßig gewickelt sein, ohne offensichtliche Turmform, Falten, Verformungen oder andere Mängel.
- Die Elektrodenrolle muss an Stellen mit Klebebandfehlern, fehlenden Laschen, hellen Flecken oder anderen Mängeln eine Farbcodierung zur Kennzeichnung aufweisen, damit fehlerhafte Produkte manuell erkannt und entfernt werden können.
Spezifikationen der Wickelgenauigkeit
Die TOB-3270Y-26 garantiert unter normalen Betriebsbedingungen mit Materialien, die den oben genannten Spezifikationen entsprechen, die folgenden Ausrichtungsgenauigkeiten:
| Parameter | Genauigkeit |
| Ausrichtungsfehler des Separators | ±0.3 mm |
| Ausrichtungsfehler der Elektroden | ±0,3 mm |
| Ausrichtungsfehler der Zellhöhe | ±0,3 mm |
Geräteeigenschaften
- Die folgenden Merkmale sind wesentliche Bestandteile des Designs des TOB-3270Y-26 und tragen zu Geschwindigkeit, Genauigkeit und Benutzerfreundlichkeit bei:
- Servomotor und Teilerprinzip treiben den Drehtisch für die Stationsindizierung an; die Positionierung ist präzise und die Produktionsgeschwindigkeit hoch.
- Die Wickelnadel verwendet eine fortschrittliche Doppel-Halbnadel-Konstruktion mit einseitiger Entnahme, wodurch die Wickelgeschwindigkeit verbessert wird.
- Der Nadelwechsel ist sehr komfortabel: Die Nadel kann innerhalb von fünf Minuten ausgetauscht und die normale Produktion wieder aufgenommen werden.
- Alle Wickelkomponenten wurden auf eine Gleitenschienenstruktur mit Spielabstimmung aufgerüstet.
- Das Gerät kann Produkte mit einem Außendurchmesser von φ18–φ21 mm und einer Breite von 30–65 mm herstellen; nur der Clip muss ausgetauscht und die Parameter über die HMI angepasst werden; der Umrüstvorgang ist komfortabel.
- Die Mensch-Maschine-Schnittstelle ist auf einer Gleitschiene montiert, um Nachfüllen, Bedienung und Wartungszugang zu erleichtern.
- Kathode, Anode und Separator werden automatisch abgewickelt und mit Abweichungskorrektur geführt; die Spannung wird über Proportionalventile gesteuert und kann abschnittsweise angepasst werden.
- Die Kurzschlusserkennung erfolgt durch einen integrierten Prüfmechanismus, der die Zelle in einem Schritt prüft und entlädt; guter Kontakt, niedrige Fehlbeurteilungsrate; mit Schutzabdeckung ausgestattet.
- Zur Abweichungskorrektur werden eine integrierte Korrektur und eine Materialkantenerkennung verwendet; das Design ist rational, die Beurteilung präzise und die Korrekturgeschwindigkeit hoch.
- Am Ende des Elektroden-Abwickelwegs vor der Schneidstation ist eine Staubentfernungsvorrichtung installiert.
- Das Abschlussband wird durch ein Rollklebverfahren aufgebracht, das Falten widersteht.
- Ein Manipulatorarm übernimmt das Ausstanzen; die Riemenübertragung verhindert Schäden am Jellyroll-Kern.
- Der Elektrokasten befindet sich auf der rechten Seite des Wicklers, sodass er den Ausstanzbereich oder den nachgelagerten Prozess nicht beeinträchtigt.
- Das Gerät verfügt über eine benutzerfreundliche Schnittstelle, einfache Bedienung und einfache Wartung; Schutzabdeckungen sind überall angebracht.
 |
 |
Vollständige technische Spezifikationen
| Parameter | Spezifikation |
| Maschinenabmessungen (L × B × H) | 2400 × 1500 × 2100 mm |
| Stromversorgung | Einphasiger AC 220 V, 50 Hz ± 5 % |
| Stromverbrauch | Ca. 10 kW |
| Gewicht | Ca. 3000 kg |
| Druckluftversorgung | 5–7 kgf/cm² (ca. 0,5–0,7 MPa), 100 L/min |
| Geeigneter Zell-Außendurchmesser | φ18–φ21 mm |
| Geeignete Elektrodenbreite | 30–68 mm |
| Wickelausrichtungsgenauigkeit | ±0,3 mm (Separator, Elektrode, Zellhöhe) |
| Steuersystem | SPS mit verschiebbarem HMI-Touchscreen |
| Nadelwechselzeit | |
| Kurzschlusserkennung | Inline-automatische Sortierung von Ausschuss |
| Umgebung | Keine korrosiven Gase, Flüssigkeiten oder explosiven Gase |
Häufige Wickelfehler und Fehlerbehebung
| Fehler | Mögliche Ursache | Empfohlene Maßnahme |
| Fehlausrichtung des Jellyrolls (Kathodenversatz zur Anode) | Abweichungskorrektursystem nicht kalibriert; Kantensensor verschmutzt; oder Elektrodenkrümmung überschreitet die Spezifikation. | Kantensensor kalibrieren. Sensorlinse reinigen. Eingehende Elektrode auf Krümmung prüfen ( |
| Faltenbildung oder Knickung des Separators | Spannung zu niedrig oder zu hoch; Separator nicht zentriert; oder Nadeloberflächenrauheit. | Separatorspannung auf 150–250 g einstellen. Prüfen, dass die Separatorrolle auf der Abwickelspindel zentriert ist. Wickelnadel polieren oder ersetzen, wenn die Oberfläche abgenutzt ist. |
| Abschlussband haftet nicht oder faltet sich | Falscher Anpressdruck beim Aufbringen des Bands; Lagerbedingungen des Bands (zu trocken oder zu feucht). | Rollpastenmechanismus auf gleichmäßigen Druck prüfen. Sicherstellen, dass das Band bei empfohlener Temperatur und Luftfeuchtigkeit gelagert wird. Pastenüberlappung um 0,5 Umdrehungen erhöhen. |
| Jellyroll zu locker oder zu fest (Außendurchmesser außerhalb der Toleranz) | Spannungsprofil beim Wickeln nicht optimiert; Schwankung der Elektrodendicke. | Segmentiertes Spannungsprofil anpassen. Gleichmäßigkeit der Elektrodendicke prüfen; wenn die Abweichung ±3 % überschreitet, kann eine Prüfung der eingehenden Elektroden erforderlich sein. |
| Hohe Ausschussrate durch Kurzschlüsse | Staub oder Metallpartikel auf der Elektrode; Grat an der geschnittenen Elektrodenkante; unzureichende Staubentfernung. | Filter der Staubentfernungseinrichtung reinigen oder ersetzen. Schnittqualität der Elektrode auf Grate prüfen. Vakuumniveau der Staubentfernung erhöhen. |
| Nadel schwer zu entfernen oder Jellyroll wird beim Entfernen beschädigt | Nadeloberfläche abgenutzt oder verunreinigt; unzureichende Schmierung; oder Jellyroll zu fest gewickelt. | Nadel polieren oder ersetzen. Leichtes trockenes Schmiermittel auftragen, wenn es mit der Zellchemie kompatibel ist. Endgültige Wickelspannung leicht reduzieren. |
Technische FAQ — Automatische zylindrische Zellwicklung
F1: Wie lange dauert der Formatwechsel von 21700 auf 26650?
Der TOB-3270Y-26 kann Zellen mit Außendurchmessern von φ18 mm bis φ21 mm und Breiten von 30 mm bis 65 mm herstellen. Innerhalb dieses Bereichs dauert ein vollständiger Wechsel einschließlich Austausch des Clipsatzes, Einstellung oder Austausch der Wickelnadel und Laden des neuen Rezepts typischerweise weniger als 30 Minuten. Die Nadel selbst kann in weniger als fünf Minuten ausgetauscht werden. Parameter wie Spannungsprofil, Windungszahl und Ausrichtungsversätze werden im HMI-Rezeptspeicher gespeichert und sofort abgerufen.
F2: Wie hoch ist der erwartete Durchsatz in Zellen pro Minute?
Der Durchsatz hängt von der Anzahl der Windungen im Jellyroll-Design und der Wickelgeschwindigkeit ab. Für eine typische 21700-Zelle mit einem Jellyroll aus ungefähr 20 Windungen (Kathode/Anode/Separator kombiniert) und einer Wickelgeschwindigkeit von 100–150 U/min an der Nadel ist ein Durchsatz von 6–10 Zellen pro Minute erreichbar. Kontaktieren Sie TOB mit Ihrem spezifischen Zellendesign für eine detaillierte Zykluszeitanalyse.
F3: Kann diese Maschine Elektrodenstreifen mit bereits verschweißten Tabs verarbeiten, oder ist eine separate Tab-Schweißstation erforderlich?
Die Maschine ist für die Aufnahme von Elektrodenstreifen mit bereits beim Schneiden verschweißten Tabs ausgelegt. Sie kann bis zu 2 Tabs pro Elektrodenblatt aufnehmen, und die freiliegende Tab-Länge sollte weniger als 25 mm betragen. Die Maschine schweißt keine Tabs; das Tab-Schweißen ist ein vorgelagerter Prozess, der am Elektrodenstreifen durchgeführt wird, bevor dieser für diese Maschine zu einer Rolle gewickelt wird.
F4: Wie unterscheidet sich das integrierte Korrektursystem von einem standardmäßigen Kantenführungssystem?
Standardmäßige Kantenführungssysteme verwenden eine proportionale Korrektur: Die Führungsrolle bewegt sich um einen Betrag, der proportional zum erkannten Kantenfehler ist. Die integrale Korrektur addiert den Fehler über die Zeit (Integration) zum Korrektursignal, wodurch das System einen dauerhaften Versatz beseitigen kann, den ein rein proportionales System tolerieren würde. Dies ist besonders nützlich zur Korrektur der langsamen Drift, die auftritt, wenn eine Elektrodenrolle vom vollen Durchmesser bis zum Kerndurchmesser abgewickelt wird. Das Ergebnis ist eine präzisere und gleichmäßigere Ausrichtung über die gesamte Rolle.
F5: Ist die Maschine mit keramisch beschichteten Separatoren kompatibel?
Ja, die Maschine kann Separatoren innerhalb des angegebenen Dickenbereichs (0,015–0,030 mm) verarbeiten. Keramisch beschichtete Separatoren sind tendenziell etwas dicker und steifer als unbeschichtete, was möglicherweise eine leichte Erhöhung der Separatorspannung erfordert, um die Ebenheit während des Wickelns zu erhalten. Die Spannung kann über die segmentierten Spannungseinstellungen des HMI angepasst werden. Die Staubentfernungseinrichtung und das Abweichungskorrektursystem funktionieren ebenfalls effektiv mit beschichteten Separatoren; stellen Sie jedoch sicher, dass die Beschichtung gut haftet und keine Partikel absondert, die den Wickelbereich verunreinigen könnten.
Bereit, Ihre Wicklung zylindrischer Zellen zu automatisieren und manuelle Ausrichtung sowie Kurzschlussdefekte zu beseitigen? Fordern Sie ein Angebot für den TOB-3270Y-26 an oder kontaktieren Sie unsere Automatisierungsingenieure mit Ihrem gewünschten Zellendurchmesser, Ihrer Breite und Ihrem Durchsatz für einen detaillierten technischen Vorschlag und eine Studie zur Linienintegration.
tob.amy@tobmachine.com | +86 181 2071 5609
Das benötigen Sie möglicherweise auch
- Automatische Maschine zur Herstellung von Kathodenelektroden — Eine vollständig integrierte Beschichtungs-, Kalander- und Schneidanlage, die präzisionsgeschnittene Kathodenelektrodenstreifen produziert, die für das Hochgeschwindigkeits-Automatikwickeln auf dem TOB-3270Y-26 bereit sind.
- Laser-Schneid- und Wickelmaschine für zylindrische Zellen — Eine kombinierte Laser-Schneid- und automatische Wickelmaschine, die Elektrodenfahnen in einem einzigen kontinuierlichen Prozess schneidet und wickelt, wodurch vorab geschnittene Elektrodenrollen nicht mehr benötigt werden und die Genauigkeit der Fahnenausrichtung verbessert wird.
- Halbautomatische Wickelmaschine für zylindrische tablose 50320-Zellen— Eine flexible, bedienerunterstützte Wickelmaschine, die speziell für großformatige tablose 50320-Zellen entwickelt wurde und sich ideal für Versuche im Pilotmaßstab oder die Produktion kleinerer Mengen von zylindrischen Packs der nächsten Generation eignet.
Vorherige:
Halbautomatische Wickelmaschine für ZylinderzelleNächste:
Zylindrische Zellen-Laserschneid- und Wickelmaschine
Wenn Sie an unseren Produkten interessiert sind und weitere Einzelheiten erfahren möchten, hinterlassen Sie bitte hier eine Nachricht. Wir werden Ihnen so schnell wie möglich antworten.