- Startseite
- >
Elektrodenvorbereitung
- >
Akkufachschweißgerät
- >
20-kHz-Ultraschall-Metallschweißgerät für Batterieelektroden und Mehrlagen-Laschenschweißen
Kategorien
Heiße Produkte








Loading...



20-kHz-Ultraschall-Metallschweißgerät für Batterieelektroden und Mehrlagen-Laschenschweißen
Marke:
TOB NEW ENERGYArt.-Nr.:
TOB-20K-1500WBestellung (moq):
1setZahlung:
L/C,T/TProduktherkunft:
ChinaHafen:
XIAMEN
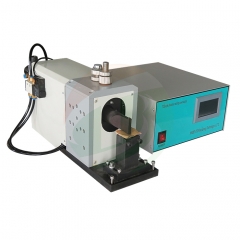
TOB-20K-1500W 20kHz Ultraschall-Metallschweißgerät für Batterieelektroden und Mehrlagen-Laschenschweißen
Produktübersicht und ideale Anwendungsbereiche
Eine Ultraschall-Metallschweißmaschine nutzt hochfrequente Schwingungsenergie, um dünne Metallwerkstücke zu verbinden, ohne das Grundmaterial zu schmelzen. Die TOB-20K-1500W erzeugt mithilfe eines piezoelektrischen Wandlers mechanische Schwingungen mit 20 kHz, verstärkt diese durch einen Verstärker und ein Horn und leitet die Energie unter kontrolliertem pneumatischem Druck an die Schweißfläche. Die hochfrequente Reibung an den Fügeflächen bricht Oxidschichten auf und erzeugt eine feste Verbindung. Im Gegensatz zum Widerstands- oder Laserschweißen entstehen beim Ultraschallschweißen keine Spritzer, kein Materialaufschmelzen und keine Wärmeeinflusszone – entscheidende Vorteile beim Schweißen ultradünner Batteriefolien, die bei anderen Verfahren durchschlagen würden.
Das System basiert auf einem volldigitalen Ultraschallgenerator aus Deutschland, der intelligente Frequenznachführung, konstante Amplitudenausgabe zur Kompensation von Netzspannungsschwankungen und wählbare Schweißmodi wie Energie-, Zeit- und intelligenter Zeitmodus bietet. Der Schweißkopf besteht aus importiertem Schnellarbeitsstahl (Yishengbai, Bohler-Uddeholm-Qualität) und verfügt über zwei unabhängige, nutzbare Flächen mit mikrotexturiertem Muster. Dieses Muster sorgt für sicheren Halt und die verlustfreie Verbindung von Aluminium- und Kupferfolien bis zu einer Dicke von 0,012 mm. Ein hochauflösender Touchscreen speichert über 100 Schweißdatensätze, unterstützt kundenspezifische Cloud-Dienste für OEE-Tracking und Ferndiagnose und bietet Echtzeit-Alarmschutz bei Überspannung, Überstrom, Übertemperatur und Schweißüberlastung.
Ideal für:
- In den Produktionslinien für Lithium-Ionen-Batterien werden Kathoden-Aluminiumlaschen (0,012 mm Folie auf 0,2–0,5 mm Lasche) und Anoden-Kupferlaschen (0,008–0,012 mm Folie auf 0,2–0,4 mm vernickelte Kupferlasche) verschweißt.
- Pouchzellenmontage: Mehrlagenlaminatschweißen (10–45 Lagen), Butterfly-Schweißen und Aluminium-Nickel-Übergangsverbindungen.
- Herstellung zylindrischer Zellen: Einpunktverschweißung der Kappe mit dem Aluminiumstreifen, Verschweißung der unteren Aluminiumschale mit dem Aluminium-Nickel-Verbundband.
- Anwendungen wie Kfz-Kabelbäume, Solarmodulverbindungen, Kupferrohrabdichtung und Glasplatten-Solarschweißen, die eine saubere, oxidbrechende Festkörperverbindung erfordern.
- Jede Produktionsumgebung, die verbrauchsmaterialintensive Widerstandsschweißverfahren oder langsame Laserpunktschweißverfahren durch ein schnelles, wiederholbares und dokumentationsfertiges Ultraschallverfahren ersetzt.

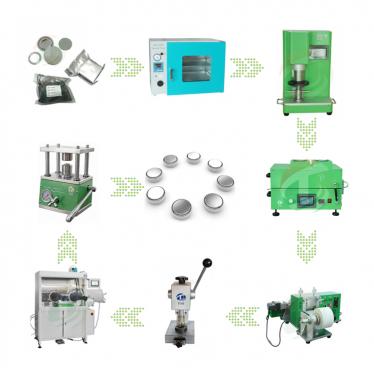
Wo Ultraschallschweißen bei der Batteriezellenmontage zum Einsatz kommt
Das Ultraschallschweißen erfolgt während der Zellmontage bei der Herstellung von Lithium-Ionen-Batterien, nach dem Beschichten und Schneiden bzw. Stanzen der Elektroden und vor dem Befüllen mit Elektrolyt. Bei zylindrischen Zellen (z. B. 18650 oder 21700) wird der Aluminium-Kathodenanschluss an die unbeschichtete Folienkante oder an einen Stromkollektorstreifen geschweißt, der vernickelte Kupfer-Anodenanschluss analog. Anschließend wird der Zelldeckel mit einem Ultraschallimpuls an den Aluminiumstreifen geklebt. Bei Pouch-Zellen werden mehrere Lagen Kathoden- oder Anodenfolien gestapelt und in einer Mehrlagen-Laminierungsschweißung mit einem einzelnen, dickeren Anschluss verschweißt – üblicherweise 10 bis 45 Lagen, abhängig von der Zellkapazität und der gewünschten Schweißlänge.
Die Schweißnaht muss gleichzeitig drei anspruchsvolle Anforderungen erfüllen: eine Haftfestigkeit, die der des Grundmaterials nahekommt, kein Durchbrennen oder Ausdünnen der Folie, wodurch ein hoher Widerstand oder eine mechanische Schwachstelle entstehen könnte, und eine Schweißzykluszeit von unter einer Sekunde, um dem Produktionsrhythmus gerecht zu werden. Das TOB-20K-1500W erreicht dies durch präzise zugeführte Ultraschallenergie, die die hartnäckigen Oxidschichten auf Aluminium- und Kupferoberflächen aufbricht und gleichzeitig die Temperatur des Grundmaterials weit unter dem Schmelzpunkt hält.
Bewährte Verfahren aus realen Produktionsumgebungen:
- Oberflächenvorbereitung: Aluminiumfolie oxidiert innerhalb weniger Minuten an der Luft. Wischen Sie die Folienoberflächen unmittelbar vor dem Einlegen in die Schweißvorrichtung mit wasserfreiem Isopropylalkohol ab. Verwenden Sie keine Scheuerschwämme – diese tragen Material ab und erzeugen Rückstände, die sich in der Schweißnaht festsetzen können.
- Ausrichtung zwischen Horn und Amboss: Das obere Hornmuster (geradliniges oder kreuzförmiges „Reiskornmuster“) muss den Laschenstapel vollständig berühren, und das untere Ambossmuster (Netz- oder Gitterstruktur) muss die untere Folie ohne Verkippen stützen. Selbst eine Winkelabweichung von 0,05 mm kann eine unvollständige Verbindung erzeugen, die zwar visuell intakt erscheint, aber während der Zellbildungszyklen versagt.
- Reinigungsintervall für die Hornfläche: Nach ca. 500–1000 Schweißungen auf Aluminium kann sich übertragenes Metall an der Hornfläche anhaften. Reinigen Sie die Hornfläche mit einer weichen Messingbürste oder einem speziellen Reinigungsgerät. Verwenden Sie niemals Stahlwerkzeuge – Kratzer führen zu Spannungsrissen und vorzeitigem Riss im Horn.
- Druckoptimierung: Der Pneumatikzylinder (AIRTAC SDA63×20, 63 mm Bohrung, 20 mm Hub) liefert einen Arbeitsdruck von bis zu 6 kg/cm². Für 0,012 mm dicke Aluminiumfolie empfiehlt sich ein Anfangsdruck von 2–3 kg/cm². Bei mehrlagigen Pouch-Stapeln (20+ Lagen) sind 4–5 kg/cm² typisch. Zu hoher Druck führt zu einer Abflachung der Folienstruktur und paradoxerweise zu einer Verringerung der Haftfestigkeit; zu niedriger Druck ermöglicht Gleiten und Oberflächenfresser. Der optimale Druck ist erreicht, wenn die Kante der Schweißnaht 1–5 mm unterhalb ihrer ursprünglichen Ebene eingedrückt ist.


Ultraschallschweißen von Kupferdraht und Nickelstreifen
Funktionsweise des Ultraschallschweißsystems TOB-20K-1500W
Energieumwandlung und -verteilung: Das System beginnt mit dem Ultraschallgenerator, einem 1500-W-Digitalgerät mit IGBT-Leistungsmodulen und einem fremderregten Schwingkreis. Er wandelt 50/60-Hz-Wechselstrom in ein präzise gesteuertes 20-kHz-Signal um. Dieses Signal treibt einen im Schweißkopf integrierten piezoelektrischen Wandler (German Tech Wafer, Modell X20) an, der die elektrischen Schwingungen in mechanische Schwingungen gleicher Frequenz umwandelt.
Die mechanische Schwingung durchläuft einen Verstärker (Amplitudenverstellbares Horn, Modell Y20), der die Auslenkung auf eine nutzbare Halbperiodenamplitude von 20–40 µm verstärkt. Die verstärkte Bewegung erreicht das Schweißhorn, das aus importiertem Schnellarbeitsstahl (Yishengbai-Material) gefertigt ist und die oszillatorische Scherkraft direkt auf den zwischen Horn und unterem Amboss eingespannten Metallstapel überträgt.
Der Schweißvorgang (Schritt für Schritt)
- Anpressphase (0,02–10 s, programmierbar): Der Pneumatikzylinder senkt den Schweißkopf ab. Das Horn berührt das obere Werkstück und baut Druck bis zum eingestellten Wert auf. Das Linearführungssystem (SY-Linearschlitten, 20 mm Hub) gewährleistet ein vertikales, wackelfreies Absenken unabhängig von der Geschwindigkeitseinstellung – die Hub- und Senkgeschwindigkeit sind für eine präzise Positionierung unabhängig voneinander einstellbar.
- Ultraschallimpuls (0,01–2,0 s): Nach Stabilisierung des Drucks gibt der Generator den Ultraschallimpuls ab. Die Hornfläche reibt mit 20.000 Schwingungen pro Sekunde seitlich an der oberen Metallschicht, während die unteren Schichten am Amboss anliegen. Diese differentielle Bewegung erzeugt lokalisierte Reibungswärme und intensive plastische Verformung, insbesondere an den Grenzflächen. Oxidschichten – die Barriere, die herkömmliches Schmelzschweißen verhindert – werden fragmentiert und im Inneren verteilt, wodurch reines Metall freigelegt wird. Unter dem kombinierten Einfluss von Atomdiffusion und plastischer Verformung bildet sich eine metallurgische Festkörperverbindung. Das Verfahren schmilzt das Metall nicht; stattdessen ermöglicht die Erweichung des Metalls an der Grenzfläche das charakteristische schichtweise Durchdringen ohne Schwärzung oder Durchbrennen.
- Haltephase (einige Sekunden): Nach dem Abschalten der Ultraschallenergie wird der pneumatische Druck kurzzeitig aufrechterhalten, damit sich die Verbindung unter Kompression verfestigen und aushärten kann. So entsteht eine robuste Verbindung auf molekularer Ebene. Die Schweißnahtfestigkeit nähert sich der des Ausgangsmaterials an.
- Rücklauf: Das Magnetventil (AIRTAC 24V210-10) entlüftet den Zylinder, und der Kopf fährt in die Ausgangsposition zurück und ist bereit für den nächsten Arbeitsschritt.
Intelligente Steuerung, die diese Maschine von einfacheren Schweißgeräten unterscheidet
- Automatische Frequenznachführung (±20 Hz, Suchbereich 19,0000–21,0000 Hz): Im Serienbetrieb erwärmen sich Wandler und Horn, wodurch sich ihre mechanische Resonanzfrequenz ändert. Der Generator erfasst diese Änderung kontinuierlich und synchronisiert sich in Echtzeit automatisch mit der neuen Resonanzfrequenz. Nach einem Hornwechsel oder Nachschleifen führt das System beim Einschalten eine Selbstdiagnose durch und synchronisiert sich automatisch mit der neuen Resonanzfrequenz – kein mühsames manuelles Einstellen wie beim „Radiosendersuchen“, ein Prozess, der bei vielen Konkurrenzprodukten noch erforderlich ist.
- Konstantamplitudenfunktion: Bei Schwankungen der Netzspannung zwischen 215 V und 238 V kompensiert der Generator automatisch die Ausgangsspannung, sodass die Signalstärke des Schweißhorns konstant bleibt. Dadurch wird sichergestellt, dass die hundertste Schweißnaht einer Schicht unabhängig von werkseitigen Stromschwankungen identisch mit der ersten ist.
- Mehrere Betriebsmodi: Im Energiemodus wird der Puls gestoppt, sobald ein voreingestellter Joule-Wert erreicht ist (ideal für dicke Laschen-zu-Laschen-Schweißungen, bei denen die Wärmezufuhr kontrolliert werden muss). Im Zeitmodus läuft der Puls für eine festgelegte Dauer (ideal für schnelles, wiederholtes Einpunktschweißen). Der intelligente Zeitmodus analysiert das Ultraschall-Feedback in Echtzeit, erkennt den Zeitpunkt der vollständigen Grenzflächenverbindung und beendet den Puls – so wird die Festigkeit maximiert und gleichzeitig übermäßige Vibrationen vermieden, die zu Materialermüdung der Folie führen könnten.
- Segmentierbare Amplitude (1–100 % innerhalb von 0–100 ms): Für empfindliche, ultradünne Folien können Sie einen sanften Anfangskontakt mit niedriger Amplitude programmieren, gefolgt von einem Anstieg auf die volle Amplitude zum Verkleben und anschließendem Abfallen. „Die Maschine läuft genau so, wie Sie es wünschen“ – ein Satz, den unsere Ingenieure gerne mit Kunden besprechen.
Wichtigste technische Vorteile des Schweißens von Batterielaschen und -folien
- Digitales Ultraschallsystem deutscher Hersteller mit automatischer Frequenzregelung. Der Wandler nutzt piezoelektrische Kristalle von German Tech, kombiniert mit einem volldigitalen Generator auf Basis von IGBT-Modulen und einem fremderregten Schwingkreis. Diese Architektur gewährleistet eine inhärent stabile und rauscharme Leistungswandlung. Im Gegensatz zu analogen Generatoren, die eine manuelle Frequenzabstimmung erfordern und temperaturabhängigen Frequenzänderungen unterliegen, kalibriert sich das TOB-System beim Start selbst und verfolgt die Resonanzfrequenz kontinuierlich während des Betriebs. Das praktische Ergebnis: Nach dem Austausch eines Horns oder dem Nachschleifen einer abgenutzten Fläche stellt sich die Maschine innerhalb von Sekunden auf die neue Resonanzfrequenz ein – ohne dass eine manuelle Anpassung erforderlich ist. Diese Fähigkeit fehlt Konkurrenzprodukten auf dem Markt oft; sie setzen stattdessen auf ein manuelles Suchverfahren, vergleichbar mit dem Einstellen eines alten Radios.
- Schichtweises Durchschweißen ohne Durchbrennen oder Schwärzen: Die Kombination aus präziser Amplitudensteuerung (20–40 µm Halbzyklus), einstellbarem Druck (0,3–6 kg/cm²) und Zeitauflösung (bis zu 0,01 s) ermöglicht ein echtes schichtweises Verbinden des gesamten Folienstapels. Die Spezifikation fordert ausdrücklich „kein Schwärzen“, d. h. die Schweißnaht bleibt oxidfrei und das Metall erreicht keine Oxidationstemperatur. Bei einem 20-lagigen Aluminiumstapel, der auf eine 0,4 mm dicke Lasche geschweißt ist, wird jede Lage einzeln verbunden, und die äußerste Folie bleibt strukturell intakt. Dies wirkt sich direkt auf die Zuverlässigkeit der Zelle aus: Eine teilweise durchgebrannte Schweißnaht kann die anfängliche Qualitätskontrolle bestehen, aber während des Lade-Entlade-Zyklus einen hohen Widerstand entwickeln.
- Drei Schweißmodi für mehr Flexibilität: Der Generator bietet einen Energiemodus, einen Zeitmodus und einen intelligenten Zeitmodus – jeder geeignet für unterschiedliche Fügegeometrien. Der Energiemodus eignet sich hervorragend für dicke Mehrfachschweißungen, bei denen die Wärmeeinbringung die Qualität bestimmt. Der Zeitmodus ist ideal für schnelles, wiederholtes Einzelpunktschweißen an zylindrischen Fertigungslinien. Der intelligente Zeitmodus, exklusiv für diesen Generator, überwacht den Zusammenbruch der Grenzflächen in Echtzeit und beendet den Impuls automatisch, sobald eine optimale Verbindung erreicht ist – unabhängig von geringfügigen Abweichungen in der Foliendicke oder der Oberflächenbeschaffenheit. Dieser Modus ist besonders effektiv für Verbindungen ungleicher Metalle (z. B. Aluminium-Nickel), bei denen eine feste Energie oder Zeit entweder zu einer Unterverschweißung der Nickelseite oder zu einer Überverschweißung der Aluminiumseite führen kann.
- Segmentierbare Amplitude: 1 %–100 % innerhalb eines 100-ms-Fensters. Diese Funktion ermöglicht Verfahrenstechnikern eine sehr präzise Steuerung des Schweißprofils. Bei extrem empfindlicher 0,012 mm Aluminiumfolie kann die Amplitude in den ersten 10 ms bei 20 % beginnen (um Kontakt ohne Einreißen herzustellen), in den nächsten 40 ms auf 80 % ansteigen (um Oxide aufzubrechen und die Verbindung einzuleiten) und in den verbleibenden 50 ms bei 60 % gehalten werden (um die Verbindung ohne Überhitzung zu festigen). Ein Schweißgerät mit fester Amplitude kann diese Präzision nicht erreichen, und der Unterschied ist sowohl im Schweißnahtquerschnitt als auch in den Zugversuchsdaten sichtbar.
- Speicherung von über 100 Schweißdatensätzen mit Cloud-fähiger Datenprotokollierung: Die Touchscreen-Oberfläche speichert über 100 Parametersätze und Schweißhistorien, die jeweils Amplitude, Energie, Zeit und Alarminformationen enthalten. Kundenspezifische Cloud-Dienste ermöglichen die Fernüberwachung der Gesamtanlageneffektivität (OEE), Fehlermeldungen und die Rückverfolgbarkeit für Qualitätsaudits. Wenn ein Automobilkunde nachweisen muss, dass jede Schweißung einer bestimmten Fertigungszelle innerhalb der Spezifikationen ausgeführt wurde, sind diese Daten sofort abrufbar.
- Robustes mechanisches Design für über 100.000 Schweißzyklen. Das Schweißhorn besteht aus importiertem Schnellarbeitsstahl (Yishengbai, eine Güteklasse von Böhler-Uddeholm) und verfügt über zwei unabhängig voneinander nutzbare Flächen, wodurch sich das Wartungsintervall effektiv verdoppelt. Der Amboss ist mit einem für das sichere Greifen dünner Folien optimierten Siebmuster ausgestattet. Das Linearführungssystem (Marke SY, zwei Sätze Linearschlitten, 20 mm Nennweite) und der pneumatische Aktuator (AIRTAC SDA63×20 Zylinder mit AIRTAC 24V210-10 Magnetventil) sind für industrielle Belastungen ausgelegt. Die Gesamtlebensdauer der Anlage beträgt 8–10 Jahre und wird durch eine einjährige Garantie auf alle Hauptkomponenten (Wandler, Booster, Horn, Hauptplatine, Ausgangstransformator, Chipprozessor der amerikanischen Firma ID, Kabel) abgedeckt. Ausgenommen von der Garantie sind lediglich Verschleiß an Hornfläche und -sockel.
- Umfassende Schutzsysteme: Der Generator überwacht kontinuierlich: Versorgungsspannung (Betriebsbereich 215–238 V, mit automatischer Kompensation innerhalb dieses Bereichs), Überstrom (IGBT-Schutz), Übertemperatur (automatische Abschaltung des internen Leistungstransistors bei 60 °C), instabile Netzfrequenz (automatische Kompensation) und Schweißüberlastung (Signalrückmeldung zum Schutz von Wandler und Horn). Die EMV-Leistung ist mit „hoher Störfestigkeit“ bewertet, was besonders wichtig ist, wenn das Schweißgerät in der Nähe von Motorantrieben oder anderer Leistungselektronik in einer Batterieproduktionslinie betrieben wird.

Vollständige technische Spezifikationen
Ultraschallgenerator und Steuerungssystem
|
Parameter |
Spezifikation |
|
Frequenz |
20 kHz, automatischer Nachführbereich ±20 Hz, Anzeigesuchbereich 19,0000–21,0000 Hz |
|
Leistung |
1500 W (wählbar) 1000 W) |
|
Frequenzregelung |
Eingebaute, einstellbare, volldigitale |
|
Leistungsstufe |
IGBT-Module, fremderregter Schwingkreis |
|
Amplitudensteuerung |
Stufenlos einstellbar, 1 %–100 %, segmentierbar innerhalb eines Fensters von 0–100 ms |
|
Funktion mit konstanter Amplitude |
Ja – gleicht Netzspannungsschwankungen im Bereich von 215–238 V aus. |
|
Schweißmodi |
Energiemodus, Zeitmodus, intelligenter Zeitmodus (auswählbar) |
|
Schweißzeitbereich |
0,01–2,0 s |
|
Zeitbereich für die Kompression |
0,02–10 s (programmierbar) |
|
Zeiteinstellbereich (allgemein) |
0–60 s |
|
Parameterspeicherung |
Ja, mit anpassbarer Rückruffunktion; >100 Schweißprotokolle |
|
Cloud-Dienst |
Anpassbar |
|
Regler |
Mikroprozessorbasiert (Chipsatz der amerikanischen ID-Firma) |
|
Schutzmaßnahmen |
Überspannungsschutz (215–238 V), Überstromschutz, Überlastschutz, Übertemperaturschutz (automatischer Schutz bei 60 °C), automatische Kompensation von Netzfrequenzschwankungen, Rückkopplung bei Schweißüberlastung |
|
EMI/EMV |
Starke Störfestigkeit |
|
Bildschirm |
Hochauflösender Touchscreen mit intuitiver grafischer Benutzeroberfläche |
|
Anzeige |
Doppelanzeige: Solltemperatur und Messwerttemperatur |
|
Generatorabmessungen |
Ca. 360 mm × 340 mm × 150 mm |
|
Versorgungsspannung |
Wechselstrom 220 V, 50/60 Hz |
Schweißkopf, Wandler und pneumatisches System
|
Parameter |
Spezifikation |
|
Wandler |
Modell X20, Deutsches T ech piezoelektrische Wafer |
|
Toleranz der Wandleranpassung |
Frequenzdifferenz ≤ 400 Hz, Impedanzdifferenz ≤ 4 Ω, Kapazitätsdifferenz ≤ 400 pF |
|
Isolationswiderstand des Wandlers (gegenüber dem Gehäuse) |
≥30 MΩ |
|
Booster |
Modell Y20 |
|
Hornmaterial |
Importierter Schnellarbeitsstahl (Yishengbai, Böhler-Uddeholm-Qualität) |
|
Hornlänge |
≥130 mm |
|
Anzahl der nutzbaren Hornflächen |
2 |
|
Einbauanleitung für Hupen |
Transversal (horizontal) |
|
Horngesichtsmuster |
Oberes Horn: geradliniges oder kreuzschraffiertes („Reis“-)Muster; Unterer Amboss: Netzmuster |
|
Schweißpunkthöhe (Schweißpunkttiefe) |
0,8 mm (je nach Produktionsprozess einstellbar) |
|
Höhe der Schweißfläche vom Horn |
>5 mm (angepasst an die Produkthöhe) |
|
Amplitude einstellbarer Bereich |
Halbzyklus 20–40 µm |
|
Vertikaler Kopfschlag |
20 mm (Zylinderhub), Linearführung |
|
Geschwindigkeit des Hebens/Senkens des Kopfes |
Einstellbar, präzise gesteuert |
|
Steuerung der oberen/unteren Position |
Genaue Positionierung |
|
Zylinder |
AIRTAC SDA63×20, Bohrung 63 mm × Hub 20 mm |
|
Magnetventil |
AIRTAC 24V210-10 |
|
Linearführung |
SY-Marke, Linearschieber 20, 2 Sets |
|
Arbeitsdruck |
0,3–6 kg/cm² (min. 0,3, max. 6 kg/cm²) |
|
Zuluftzufuhr |
Trockene Druckluft, 7–8 kg/cm² (bar) |
|
Lufteinlass |
Schnellanschluss, Ø8 mm |
|
Horngesicht Leben |
≥100.000 Schweißnähte |
Anwendbare Materialien und Zellkonfigurationen
|
Anwendung |
Spezifikation |
|
Kathodensubstrat (Stromkollektorfolie) |
Aluminiumfolie, Dicke 0,012 mm |
|
Kathodenanschlussmaterial |
Aluminium m-Tab, Dicke 0,2–0,5 mm |
|
Anodensubstrat (Stromkollektorfolie) |
Kupferfolie, Dicke 0,008–0,012 mm |
|
Anodenmaterial |
Nickelplattierte Kupfer-/Nickel-Lasche, Dicke 0,2–0,4 mm |
|
Max. Anzahl laminierter Schichten in der Pouchzelle |
10–45 Lagen (abhängig von der Schweißnahtlänge) |
|
Schweißpunktlänge |
20 mm (anpassbar) |
|
Schweißpunktbreite |
3 mm (anpassbar) |
|
Schweißmodus für Laschen |
Quer (kreuzweise; anpassbar) |
|
Anforderungen an die Schweißnahtqualität |
Keine Schweißnahtdurchdringung, keine Fehlschweißungen, feste Verbindung, schichtweise Durchdringung, keine Schwärzung |
|
Schweißzykluszeit |
Innerhalb von 1 Sekunde |
|
Anzahl der Schweißpunkte |
Entworfen nach dem Schweißverfahren |
|
Schweißart |
Einzelpunkt |
Maschinenabmessungen und Gewicht
|
Artikel |
Abmessungen / Gewicht |
|
Gesamtabmessungen |
Ca. 900 mm × 600 mm × 750 mm |
|
Kopfabmessungen |
Ca. 500 mm × 310 mm × 620 mm |
|
Abmessungen des Generatorgehäuses |
Ca. 360 mm × 3 40 mm × 150 mm |
|
Verpackungsabmessungen |
Ca. 1000 mm × 600 mm × 800 mm |
|
Gesamtgewicht |
ca. 50 kg |
Komponenten- und Ersatzteilliste
|
NEIN. |
Montage |
Komponente |
Spezifikation / Modell |
Hersteller |
Menge |
Garantie |
|
1 |
Kabel |
Hochfrequenzkabel |
– |
– |
1 Stück |
1 Jahr |
|
2 |
Kabel |
Hochfrequenzkabel |
– |
– |
1 Stück |
1 Jahr |
|
3 |
Kabel |
Ausgangssteuerkabel |
Mehrkernprozessor |
– |
1 Stück |
1 Jahr |
|
4 |
Vibrationssystem |
Wandler |
X20 |
Deutsche Technologie (Wafer) |
1 Stück |
1 Jahr |
|
5 |
Vibrationssystem |
Booster (Horn mit variabler Amplitude) |
Jahr 20 |
– |
1 Stück |
1 Jahr |
|
6 |
Vibrationssystem |
Schweißhorn |
20 |
Yishengbai importiertes Material |
je 1 Stück (positiv/negativ) |
1 Jahr (Abnutzung ausgenommen) |
|
7 |
Vibrationssystem |
Flanschplatte |
– |
– |
1 Satz |
1 Jahr |
|
9 |
Kontrollkästchen |
Hauptplatine |
– |
– |
1 Stück |
1 Jahr |
|
10 |
Kontrollkästchen |
Ausgangstransformator |
– |
– |
1 Stück |
1 Jahr |
|
12 |
Kontrollkästchen |
Chipprozessor |
– |
Amerikanisches Ausweisunternehmen |
1 Satz |
1 Jahr |
|
13 |
Einrichtungsgegenstand |
Obere Matrizeneinstellhülse |
– |
– |
– |
– |
|
14 |
Einrichtungsgegenstand |
Base |
– |
– |
1 Satz |
1 Jahr (Abnutzung ausgenommen) |
|
15 |
Rahmen |
Maschinenrahmen |
HY |
– |
1 Satz |
1 Jahr |
|
16 |
Rahmen |
Linearführung |
Linearer Schieber 20 |
SY |
2 Sets |
1 Jahr |
|
17 |
Rahmen |
Zylinder |
SDA63×20 |
AIRTAC |
1 Satz |
1 Jahr |
|
18 |
Rahmen |
Magnetventil |
24V210-10 |
AIRTAC |
1 Satz |
1 Jahr |


Häufige Fehler beim Ultraschallschweißen und praktische Fehlerbehebung
Folgende Probleme treten regelmäßig beim Schweißen von Batterieanschlüssen auf. Die Tabelle erläutert, wie die Funktionen des TOB-20K-1500W die Diagnose direkt unterstützen. se und löse jedes einzelne.
|
Problem |
Mögliche Ursache |
Wie TOB-20K-1500W hilft / Empfohlene Maßnahmen |
|
Schwache Bindung / geringe Zugfestigkeit (lässt sich leicht abziehen) |
Unzureichende Energie, zu geringe Amplitude oder nicht vollständig aufgebrochene Oxidschicht. |
Erhöhen Sie den Energiesollwert in kleinen Schritten (5 J). Stellen Sie sicher, dass die Amplitude für Aluminium mindestens 70–80 % beträgt. Reinigen Sie die Folien vor dem Schweißen mit Isopropanol. Die Konstantamplitudenfunktion gewährleistet, dass die eingestellte Amplitude unabhängig von Netzspannungsschwankungen erreicht wird. |
|
Folienperforation oder Durchbrennen (Schweißdurchdringung) |
Zu hohe Energie, zu hohe Amplitude im Verhältnis zur Foliendicke oder zu niedriger Druck führen zu Schlupf und lokaler Überhitzung. |
Reduzieren Sie den Energieverbrauch oder schalten Sie in den intelligenten Zeitmodus, der sich nach Abschluss des Schweißvorgangs automatisch beendet. Erhöhen Sie den pneumatischen Druck auf 3–4 kg/cm², um die Kopplung zu verbessern. Prüfen Sie die Parallelität zwischen Schweißhorn und Amboss. Die Spezifikation erfordert absolute Schweißnahtfreiheit. |
|
Aluminium haftet an der Hornfläche / Metallübertragung |
Unzureichende Amplitude führt zu Gleitreibung statt Verbindung, oder die Schweißzeit ist bei niedriger Amplitude zu lang. |
Reinigen Sie die Hornfläche mit einer weichen Messingbürste. Erhöhen Sie die Amplitude leicht und verkürzen Sie die Zeit. Die segmentierte Amplitudenfunktion ermöglicht ein sanftes Ansprechen und verhindert so Fressen. |
|
Die Schweißnahtqualität verschlechtert sich im Laufe einer Produktionsschicht |
Durch die Erwärmung des Horns kommt es zu einer Frequenzdrift; oder das Hornoberflächenprofil verschleißt unterhalb der effektiven Tiefe. |
Prüfen Sie, ob die automatische Frequenznachführung aktiviert ist (bei diesem System ist sie standardmäßig aktiviert – kein manueller Eingriff erforderlich). Beträgt die Hornmustertiefe weniger als 0,5 mm, drehen Sie zur zweiten nutzbaren Fläche oder schleifen Sie nach. Überwachen Sie die Wandlertemperatur; das System hält die Temperatur der Schwinggruppe auf einem möglichst niedrigen Niveau. |
|
Lautes Quietschen oder ungewöhnliche Geräusche während des Schweißens |
Resonanzfehlanpassung, lockere mechanische Verbindung im Schwingungsstapel oder ein Teil, das nicht fest auf dem Amboss aufliegt. |
Ziehen Sie alle mechanischen Verbindungen (Horn, Verstärker, Wandler) mit dem vorgegebenen Drehmoment fest. Stellen Sie sicher, dass das Werkstück plan auf dem Amboss aufliegt. Führen Sie die automatische Frequenzsuche des Systems einmalig durch. Die fremderregte Schwingungsstruktur ist im Vergleich zu selbsterregten Konstruktionen prinzipiell stabiler und vermeidet so den Betrieb außerhalb der Resonanz. |
|
Generatorüberlastungsalarm |
Überstrom aufgrund eines beschädigten Wandlers, eines gerissenen Horns oder einer extremen Bauteilgeometrie. |
Prüfen Sie den Isolationswiderstand des Wandlers – die Spezifikation erfordert ≥30 MΩ gegen das Gehäuse. Untersuchen Sie das Horn mit einem Eindringprüfgerät auf Mikrorisse. Die Rückkopplung des Überlastschutzsignals verhindert schwerwiegende Schäden und liefert einen Fehlercode zur schnellen Diagnose. |
|
Uneinheitliche Schweißqualität über die Schichten hinweg |
Unterschiedliche Bediener stellen unterschiedliche Parameter ein, oder es gibt Schwankungen der Netzspannung. |
Speichern Sie das validierte Rezept im Parameterspeicher (>100 Einträge). Sperren Sie das Rezept, um unbefugte Änderungen zu verhindern. Das Spannungsschutzsystem gleicht automatisch Versorgungsspannungsschwankungen zwischen 215 V und 238 V aus, sodass Ausgangsleistung und -frequenz unbeeinträchtigt bleiben. |
Empfohlene Schweißparameter für gängige Batterieverbindungen
Diese Ausgangsrezepte wurden mit einer TOB-20K-1500W mit Standard-Oberhorn-Profil und Siebambos entwickelt. Alle Rezepte setzen eine ordnungsgemäße Folienreinigung mit Isopropanol (IPA) und eine Umgebungstemperatur von 20–30 °C voraus. Passen Sie die Rezepte an Ihr spezifisches Material, Ihren Folienlieferanten und Ihre Produktionsgeschwindigkeit an.
|
Gelenktyp |
Materialstapelung |
Schweißmodus |
Energie / Zeit |
Amplitude |
Druck |
Anmerkungen |
|
Einzelner Aluminiumanschluss an Aluminiumfolie (Kathode) |
Aluminiumblech 0,3 mm + 1 Lage Aluminiumfolie 0,012 mm |
Energie |
50–70 J |
80 % |
2,5–3,0 kg/cm² |
Verwenden Sie ein geradliniges Hornmuster, um ein Einreißen der Folie zu vermeiden. Schweißpunkt: Standard 20 mm × 3 mm. |
|
Einzelne vernickelte Cu-Lasche an Cu-Folie (Anode) |
Ni-Cu-Lasche 0,2 mm + 1 Lage Cu-Folie 0,010 mm |
Energie |
80–100 J |
85 % |
3,0 kg/cm² |
Kupfer benötigt mehr Energie als Aluminium. Achten Sie darauf, dass die Lasche vernickelt und nicht aus blankem Kupfer besteht. |
|
Mehrlagige Taschenlasche (20 Lagen Aluminium) |
20 Lagen Aluminiumfolie 0,012 mm + Aluminiumlasche 0,4 mm |
Zeit |
0,6–0,8 s |
90 % |
4,0–5,0 kg/cm² |
Richten Sie den Folienstapel in einer Vorrichtung vor. Verwenden Sie einen längeren Schweißpunkt (20 mm), um die Energie gleichmäßig auf alle Lagen zu verteilen. |
|
Mehrlagige Taschenlasche (45 Lagen Aluminium, maximale Spezifikation) |
45 Lagen Aluminiumfolie 0,012 mm + Aluminiumlasche 0,5 mm |
Zeit |
0,8–1,0 s |
95 % |
5,0–6,0 kg/cm² |
Maximale Lagenanzahl gemäß Spezifikation. Druck bis zum oberen Grenzwert erhöhen. Die Schweißnahtqualität hängt von der Schweißnahtlänge ab; längere Schweißnähte verteilen die Energie besser. |
|
Schmetterlingsschweißung (Pouchzelle Al zu Ni) |
Al-Anschluss 0,3 mm → Ni-Anschluss 0,3 mm |
Intelligente Zeit |
– |
80 % |
3,5 kg/cm² |
Intelligenter Modus, optimal für unterschiedliche Metalle – verhindert Überhitzung der Nickelseite und sorgt gleichzeitig für eine vollständige Verbindung mit der Aluminiumseite. |
|
Zylindrische Kappe auf Al-Streifen (Einzelpunkt) |
Aluminiumkappe + Aluminiumstreifen 0,3 mm |
Energie |
30–50 J |
75 % |
3,0 kg/cm² |
Die Größe des Schweißpunkts sollte der Kontaktfläche der Kappe entsprechen; die Schweißzeit sollte unter 0,3 s liegen, um eine Wärmeentwicklung in der Kappe zu vermeiden. |
|
Kupferrohrdichtung |
Kupferrohr Ø6–12 mm |
Zeit |
0,4–0,6 s |
90 % |
4,0 kg/cm² |
Die Rohrenden müssen frei von Schneidöl sein. Die Schweißnaht muss hermetisch sein. |
Wichtiger Hinweis: Die prozentuale Amplitudenangabe bezieht sich auf die Ausgangseinstellung des Generators, nicht auf die absolute Auslenkung des Horns. Bei 100 % Amplitude beträgt die Auslenkung pro Halbperiode ca. 40 µm. Bei empfindlichen Folien sollte der Wert niemals über 80 % liegen. Laut Spezifikation erzeugt der optimale Druck eine Eindellung von 1–5 mm an der Schweißnahtkante – nutzen Sie diesen visuellen Indikator für die Ersteinrichtung.
Warum Sie sich für das TOB-20K-1500W und gegen ein herkömmliches Ultraschallschweißgerät entscheiden sollten: Ein direkter Vergleich
|
Besonderheit |
TOB-20K-1500W |
Typisches kostengünstiges 20-kHz-Ultraschallschweißgerät |
|
Generatortechnologie |
Volldigitaler IGBT aus deutscher Produktion mit separat angeregtem Schwingkreis |
Häufig analoge oder einfache digitale, selbsterregte Schwingungen |
|
Frequenzregelung |
Automatische Nachführung (±20 Hz), Selbstkalibrierung beim Start; keine manuelle Abstimmung auch nach Hornwechsel |
Nach jedem Hornwechsel kann eine manuelle Frequenzsuche erforderlich sein (ähnlich dem Einstellen eines alten Radios). |
|
Amplitudenregelung |
Stufenlos 1–100 %, segmentierbar w innerhalb eines 0–100 ms Fensters |
Oft 3–5 feste Schritte, keine Segmentierungsfähigkeit |
|
Konstante Amplitude |
Ja – der Generator gleicht Netzspannungsschwankungen aus (215–238 V). |
Nein – die Schweißamplitude variiert mit den Änderungen der Werksspannung. |
|
Schweißmodi |
Energie, Zeit, intelligente Zeit (wählbar) |
Typischerweise nur zeit- oder energiebasiert |
|
Wandleranpassung |
Werkseitig angepasste Sets: Frequenzdifferenz ≤ 400 Hz, Impedanzdifferenz ≤ 4 Ω, Kapazitätsdifferenz ≤ 400 pF |
Oftmals nur ungenau aufeinander abgestimmt, was zu Schlägen und vorzeitigem Hornbruch führt. |
|
Datenprotokollierung |
>100 Schweißdatensätze, Cloud-fähig, Fehleralarm mit Historie |
Einfaches Display, keine Datenspeicherung oder nur Speicherung der letzten Schweißnaht. |
|
Pneumatik- und Linearführung |
AIRTAC-Zylinder (SDA63×20) und Magnetventil (24V210-10), SY-Linearschlitten |
Generische, markenlose Komponenten mit begrenzter Hubverstellbarkeit |
|
Hornmaterial & Lebensdauer |
Importierter Yishengbai-Schnellarbeitsstahl, 2 nutzbare Flächen, ≥100.000 Schweißnähte pro Fläche |
Werkzeugstahl minderer Güte, oft einseitig, kürzere Lebensdauer |
|
Geschwindigkeitsregelung für Anstieg/Abfall |
Einstellbar, präzise gesteuert |
Oftmals feste Drehzahl oder einfache Drosselklappe |
|
Positioniergenauigkeit |
Präzise Steuerung der oberen/unteren Position |
Grundlegender mechanischer Stopp |
|
EMI/EMV |
Starke Störfestigkeit, stabiler Betrieb in der Nähe von Motorantrieben und Wechselrichtern |
Kann im Werk anfällig für elektrische Störungen sein oder diese verursachen. |
|
Schutzsysteme |
Überspannung, Überstrom, Überlast, Übertemperatur (60 °C), Netzfrequenzkompensation, Schweißüberlastungsrückmeldung |
Üblicherweise nur grundlegender Überlastschutz |
|
Designleben |
8–10 Jahre |
Typischerweise 3–5 Jahre |
|
Garantie und Support |
1 Jahr Garantie auf Hauptkomponenten (Wandler, Verstärker, Horn ausgenommen Verschleiß, Hauptplatine, Chipprozessor, Kabel), lebenslanger technischer Support |
Oft 6–12 Monate mit eingeschränkter Unterstützung durch den Vertriebspartner. |
Warum Batteriefertigungslinien auf dieses System umsteigen: Die häufigsten Gründe für die Umstellung auf das TOB-20K-1500W sind: uneinheitliche Zugfestigkeit über verschiedene Produktionsschichten hinweg aufgrund ungenauer Generatoramplitudenregelung; die Notwendigkeit, die Frequenz jeden Morgen oder nach jedem Hornwechsel manuell einzustellen; vorzeitiger Hornverschleiß bei weichen Werkzeugen; und die Unfähigkeit, bei Kundenaudits im Automobilbereich Daten zur Schweißnahtrückverfolgbarkeit bereitzustellen. Das TOB-System löst all diese Probleme direkt: Der deutsche Digitalgenerator und die automatische Frequenznachführung eliminieren das Rätselraten bei der Einrichtung, die Konstantamplitudenfunktion stabilisiert die Qualität trotz Spannungsschwankungen, das HSS-Horn mit zwei Flächen verlängert die Wartungsintervalle, und der Speicher für über 100 Datensätze liefert die von Qualitätssicherungssystemen geforderte Dokumentation. Ein Produktionsleiter erklärte uns: „Früher war das Schweißen der Engpass, weil wir ständig etwas nachjustieren mussten. Jetzt laden wir das Rezept, und die erste Schweißnaht besteht den Zugtest – jedes Mal, während der gesamten Schicht.“
Häufig gestellte Fragen aus dem Ingenieurwesen – Ultraschall-Metallschweißen für die Batterieproduktion
Frage 1: Kann das Schweißgerät TOB-20K-1500W Kupfer direkt mit Aluminium verschweißen, oder muss vernickeltes Kupfer verwendet werden?
Ultraschallschweißen ermöglicht das Verbinden von Aluminium mit blankem Kupfer, wobei eine mechanisch feste Verbindung entsteht. In Lithium-Ionen-Zellen führt jedoch bereits der Kontakt mit Elektrolytdampf oder Spuren von Feuchtigkeit zur Bildung eines galvanischen Elements zwischen Aluminium und Kupfer. Dies verursacht Korrosion an der Schweißnaht während der gesamten Lebensdauer der Zelle. Aus diesem Grund werden in der Batterieindustrie üblicherweise vernickelte Kupferlaschen verwendet, wenn Aluminiumfolien oder -streifen verbunden werden. Die Nickelschicht dient als Schutzbarriere. Die Maschine verschweißt sowohl blankes Kupfer mit Aluminium als auch vernickeltes Kupfer mit Aluminium gleichermaßen gut; die Wahl hängt ausschließlich von der Zellkonstruktion und den zu erwartenden Einsatzbedingungen ab.
Frage 2: Wie oft sollte das Schweißhorn überprüft werden, und wie ist vorzugehen, wenn das Muster abgenutzt ist?
Beim Serienschweißen von 0,012 mm dicker Aluminiumfolie mit üblichen Schweißzyklen bleibt das Oberflächenmuster der Schweißnaht (geradlinig oder kreuzschraffiert) je nach Materialhärte und Druckeinstellungen für ca. 50.000 bis 100.000 Schweißungen pro Seite wirksam. Wir empfehlen, die Mustertiefe alle 10.000 Schweißungen mit einem einfachen Tiefenmesser zu überprüfen. Sobald die Mustertiefe unter ca. 0,5 mm sinkt, drehen Sie die Schweißnaht auf die zweite nutzbare Seite. Sind beide Seiten abgenutzt, kann die Schweißnaht nachgeschliffen werden, um die ursprüngliche Textur wiederherzustellen. TOB empfiehlt Ihnen gerne einen zertifizierten Schleifservice. Die Spezifikation gibt die Lebensdauer der Schweißnaht mit ≥ 100.000 Schweißungen an – dies setzt die sachgemäße Verwendung im empfohlenen Druckbereich und die regelmäßige Reinigung zur Vermeidung von Aluminiumablagerungen voraus.
Frage 3: Verändert sich die Schweißqualität, wenn die Umgebungstemperatur im Werk zwischen Winter und Sommer schwankt (z. B. von 10 °C auf 35 °C)?
Die digitale Frequenznachführung kompensiert weitgehend temperaturbedingte Resonanzverschiebungen im Wandler und Horn. Der Wandler ist ein mechanischer Resonator, dessen Eigenfrequenz sich mit der Temperatur geringfügig verschiebt. Der Generator synchronisiert sich jedoch innerhalb seines Nachführbereichs von ±20 Hz in jedem Zyklus automatisch mit der neuen Resonanzfrequenz – eine manuelle Justierung ist nicht erforderlich. Die Dichtungen des pneumatischen Systems (AIRTAC) sind für industrielle Temperaturbereiche ausgelegt. Bei einem Kaltstart an einem Montagmorgen bei 10 °C empfiehlt es sich, etwa fünf Probeschweißungen an Restfolie durchzuführen. Dadurch erreichen Wandler, Verstärker und Horn eine stabile Betriebstemperatur. Dank der intelligenten Frequenzregelung bleibt die Temperatur der Schwingungsgruppe im Normalbetrieb minimal, was zu einer gleichbleibenden Schweißqualität unter allen Umgebungsbedingungen beiträgt.
Frage 4: Können die Hub- und Senkgeschwindigkeiten des Schweißkopfes unabhängig voneinander eingestellt werden, und warum ist das wichtig?
Ja – die Hub- und Senkgeschwindigkeit des Schweißkopfes lassen sich über die pneumatische Durchflussregelung unabhängig und präzise einstellen. Dies ist in der Produktion wichtig, da die Anfahrgeschwindigkeit hoch genug sein muss, um die vorgegebene Zykluszeit einzuhalten (die gesamte Schweißung muss gemäß Spezifikation innerhalb von 1 Sekunde abgeschlossen sein), die Absenkung auf das Werkstück jedoch langsam genug erfolgen muss, um Beschädigungen an den ultradünnen Folien zu vermeiden. Die einstellbaren Geschwindigkeiten ermöglichen in Kombination mit der präzisen Positionierung und dem Linearführungssystem eine schnelle Anfahrung bis knapp über den Stapel, gefolgt von einer sanften Absenkung unter kontrolliertem Druck – für maximalen Durchsatz und optimale Folienintegrität.
Frage 5: Ist das System für Schweißarbeiten in einem Trockenraum oder einer Glovebox-Umgebung geeignet?
Der Schweißkopf und die pneumatischen Komponenten können in einer trockenen Umgebung mit niedriger Luftfeuchtigkeit (Taupunkt bis ca. −40 °C, typisch für die Montage von Lithium-Ionen-Zellen) betrieben werden. Der Schaltschrank ist nicht für den Einbau in eine Glovebox geeignet, die Schweißeinheit kann jedoch in einem großen Trockenraum oder einem kundenspezifischen Gehäuse untergebracht werden. Die Steuerkabel (2x Hochfrequenzkabel, 1x mehradriges Ausgangssteuerkabel) haben eine Standardlänge von 1 m und können bei Bedarf durch Kabel in Sonderlängen verlängert werden, falls der Generator außerhalb der kontrollierten Umgebung aufgestellt werden soll. Für kundenspezifische Anforderungen wenden Sie sich bitte an TOB.
Benötigen Sie ein validiertes Schweißrezept für Ihre spezifische Laschen-zu-Folie- oder Mehrlagen-Pouchzellenanwendung? Fordern Sie das vollständige Spezifikationspaket TOB-20K-1500W und ein erstes Parameterblatt von unseren Fügeverfahrensingenieuren an.
tob.amy@tobmachine.com | +86 181 2071 5609
Vorherige:
4000W Ultraschall-Metallschweißmaschine für Batterielaschen | TOB-20K-4000WNächste:
Ultraschall-Metallwalzschweißmaschine
Wenn Sie an unseren Produkten interessiert sind und weitere Einzelheiten erfahren möchten, hinterlassen Sie bitte hier eine Nachricht. Wir werden Ihnen so schnell wie möglich antworten.