- Startseite
- >
Batterie-Produktionslinie
- >
Produktionslinie für Beutelzellen
- >
Beutelzellen-Montagelinie
Kategorien
Heiße Produkte








Loading...

Beutelzellen-Montagelinie
Marke:
TOB NEW ENERGYArt.-Nr.:
TOB-PCAL01Bestellung (moq):
1 LineZahlung:
L/C,T/T,Western Union,paypalProduktherkunft:
ChinaHafen:
XIAMENVorlaufzeit:
30-180days
Montagelinie für Pouchzellen und Superkondensatoren
SPEZIFIKATIONEN
TOB NEW ENERGY: 20 Jahre Service für die Batterieindustrie
Anzug für Batterietyp: Beutel, zylindrisch, Polymer, Al-Schale, Maschinen: Batterie- und Superkondensator-Laborausrüstung, manuell, halbautomatisch, automatische Maschine und Linie, Batterieprüfmaschinen.
Batterieproduktionslinie: Bereitstellung eines „schlüsselfertigen“ Projektservices.Technologie: Batterietechnologie-Beratung, Anleitung, Schulung, Transfer usw.
Materialien: Batterie- und Superkondensatormaterialien (ein vollständiger Satz)
Wählen Sie TOB NEW ENERGY Bei der Wahl eines hochrangigen Batterieteams!
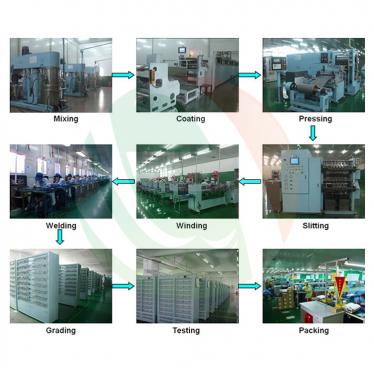
| Schritt | Verfahren | Empfohlene Ausrüstung | |
| Elektrodenvorbereitung | 1. Verwenden Sie einen Drehrohrofen, um aktive Materialien vorzubereiten. | Ofen | |
| 2. Mischen und mahlen Sie die vorbereiteten Pulvermaterialien. | Kugelmühle | ||
| 3. Mischen der vorbereiteten positiven und negativen Elektrodenmaterialien unter Vakuum. | Rührgerät | ||
| 4. Verwenden Sie ein Viskosimeter, um die Viskosität der Aufschlämmung zu messen. | Viskosimeter | ||
| 5. Verwenden Sie Filtergeräte zur Eisenentfernung, um die Aufschlämmung zu filtern. | Filter | ||
| 6. Tragen Sie die positiven und negativen Elektrodenmaterialien jeweils auf den Stromkollektor auf und trocknen Sie sie. |
Beschichter |
||
| 7. Kalandrieren Sie die positiven und negativen Elektrodenblätter, um die Dicke zu verringern und die Dichte zu erhöhen. | Kalandermaschine | ||
| Zellvorbereitung | Stapelvorgang | 1. Schneiden Sie die Elektrode in rechteckige Blätter der angegebenen Größe. | Stanzmaschine |
| 2. Stapeln Sie die positiven und negativen Elektrodenblätter und den Separator in der Reihenfolge (Separator + positive Elektrode + Separator + negative Elektrode). | Stapelmaschine | ||
| Wickelvorgang | 1. Schneiden Sie die Elektrode und den Separator in lange Streifen mit der angegebenen Breite. | Schneidemaschine | |
| 2. Stapeln Sie die positiven und negativen Elektrodenblätter und den Separator in der Reihenfolge (Separator + positive Elektrode + Separator + negative Elektrode). Und dann fangen Sie an, sie zu Batteriezellen aufzuwickeln. | Wickelmaschine | ||
| Batterielaschen und Stromkollektorschweißen | 1. Verwenden Sie ein Ultraschall-Punktschweißgerät, um die Batterielasche und den Stromkollektor zu verschweißen. | Ultraschall-Punktschweißgerät | |
| 2. Messen Sie, ob die Batteriezelle kurzgeschlossen ist. | Kurzschlusstester | ||
| Batteriezellen trocknen | Legen Sie die Batteriezellen zum Trocknen in einen Vakuumtrockenofen. | Vakuumtrockenofen | |
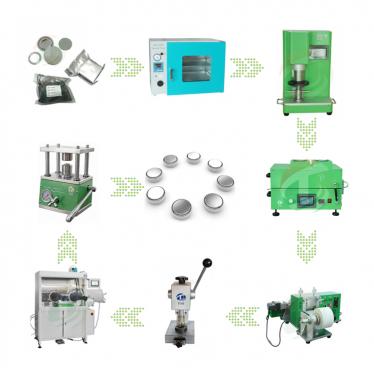
| Zellversiegelungsprozess | 1. Formung des Zellgehäuses aus laminierter Aluminiumfolie. Legen Sie die Zellen in die geformte Aluminiumlaminatfolie. | Maschine zum Formen von Beutelzellengehäusen | |
| 2. Erhitzen der Oberseite und der Seite der laminierten Aluminiumfolie. | Ober- und Seitensiegelmaschine | ||
| 3. Bewegen Sie die Batteriezellen in das Handschuhfach. | Handschuhfach | ||
| 4. Eine entsprechende Menge Elektrolyt in die Batteriezellen im Handschuhfach einfüllen. | Elektrolytfüllmaschine | ||
| 5. Legen Sie die Batteriezellen in die Vakuumdiffusionskammer im Handschuhfach. Mithilfe einer Vakuumdiffusionskammer werden die Batterieelektroden vollständig mit dem eingefüllten Elektrolyten infiltriert. | Vakuumdiffusionskammer | ||
| 6. Verwenden Sie eine Vakuum-Vorversiegelungsmaschine, um die Zellen im Handschuhfach zu versiegeln. | Vakuum-Vorsiegelmaschine | ||
| 7. Laden und entladen Sie die Batterie dreimal, um die Batterie zu aktivieren, und durchstechen Sie dann den Airbag, um das Gas und überschüssigen Elektrolyten zu entfernen. | Formationsmaschine | ||
| 8. Schließen Sie die Sekundärversiegelung der Zellen im Handschuhfach ab. | Vakuumiermaschine | ||
| 9. Schneiden Sie die überschüssigen Kanten der Aluminiumfolienhülle der Zellen ab und falten Sie die Kanten. | Schneidemaschine | ||
| Batterietest | 1. Verwenden Sie einen Batterietester, um die Kapazitäts- und Zyklustests zu testen. | Batterietester | |
| 2. Verwenden Sie einen Innenwiderstandstester, um den Innenwiderstand der Zellen zu messen. | Innenwiderstandstester | ||
WARENPRÄSENTATION


E-Mail: tob.amy@tobmachine.com
Skype: amywangbest86
WhatsApp/Telefonnummer: +86 181 2071 5609
Vorherige:
Produktionslinie für UAV-Drohnenbatterien für unbemannte LuftfahrzeugeNächste:
Semi-Auto-Beutel-Zell-Produktionslinie
Wenn Sie an unseren Produkten interessiert sind und weitere Einzelheiten erfahren möchten, hinterlassen Sie bitte hier eine Nachricht. Wir werden Ihnen so schnell wie möglich antworten.