Nachrichten
Kategorien
Heiße Produkte







-
Treten Sie dem globalen Vertriebspartnerprogramm von TOB NEW ENERGY bei. Jun 02, 2026Die globale Energiespeicherrevolution ist in vollem Gange, und die Nachfrage nach Lithium-Ionen-, Festkörper-, Natrium-Ionen- und Superkondensatortechnologien steigt rasant. Von Forschungslaboren bis hin zu Gigafabriken benötigen Batteriehersteller zuverlässige, ingenieurtechnisch fundierte Anlagen und schlüsselfertige Lösungen. Mit 24 Jahren fundierter Branchenexpertise und als Maßstab auf höchstem Niveau erweitert TOB NEW ENERGY (Xiamen Tob New Energy Technology Co., Ltd.) nun ihr weltweites Partnernetzwerk. Wir laden Sie ein, Teil dieser spannenden Reise zu werden. Warum eine Partnerschaft mit TOB NEW ENERGY eingehen? Tief verwurzelte Branchenerfahrung Unser Unternehmen wurde 2012 gegründet, unser Kernteam ist jedoch bereits seit 2002 in der Batteriebranche tätig und verfügt über 24 Jahre fundierte Entwicklungserfahrung. Wir sind spezialisiert auf High-End-Ausrüstung und integrierte Lösungen für die Batterie- und Materialforschung und -entwicklung, Pilotvalidierung und Serienproduktion. Unser Produktportfolio umfasst Lithium-Ionen-, Festkörper- und Natrium-Ionen-Batterien, Superkondensatoren und vieles mehr. Bis heute haben wir über 6.000 Fabriken, Universitäten und Forschungsinstitute Weltweit deckt TOB über 80 % der Systemanforderungen im Bereich Batterieforschung und -entwicklung ab. Die Marke „TOB“ ist ein anerkanntes Symbol für Zuverlässigkeit und Leistung. TOB Globale Kundenverteilungskarte TOB-Genossenschaftskunden (Teildarstellung) Ingenieur- und Technologie-Kraftzentrum IP & Zertifizierungen Über 60 nationale Patente, zertifiziert nach ISO 9001 / IATF 16949 / ISO 14001 / ISO 45001; vollständiges Produktsortiment entspricht CE, UL usw. Spitzenteam Unser technisches Kernteam, bestehend aus promovierten Wissenschaftlern und Professoren, verfügt über mehr als 20 Jahre Erfahrung in den Bereichen Materialentwicklung, Zelldesign und Fabrik-EPC. Interne Forschungs- und Entwicklungs- sowie Pilotinfrastruktur : Ein Forschungs- und Entwicklungszentrum mit über 3.000 m² Fläche, ausgestattet mit speziellen Laboren (Münzen, Zylinder, Beutel, Prismen, Festkörper, Natriumionen) und Pilotanlagen, die über Trockenräume mit einem Taupunkt von –50°C verfügen. Akademische Partnerschaft Gemeinsame Labore mit Teams von Universitätsprofessoren fördern einen kollaborativen Innovationskreislauf aus „Grundlagenforschung und technischer Umsetzung“ und beschleunigen so die Industrialisierung fortschrittlicher Batterietechnologien. Unterzeichnungszeremonie der Partnerschaft zwischen Universität und Unternehmen TOB-Ingenieurteam TOB-Zertifizierungen Globale Präsenz, bewährte Lieferfähigkeit Mehr als 12 Jahre Erfahrung auf Überseemärkten und über 1.000 Batterie-/Pack-Laborlinien, Pilotlinien und Produktionslinien Weltweiter Versand. Weltweit führende Partner in Nordamerika, Europa, Indien, Südostasien und darüber hinaus vertrauen uns. Wir betreuen über 6.000 Kunden in der Batterie- und Materialentwicklung und stehen mit 80 % der weltweiten Forschungs- und Entwicklun...mehr sehen
-
Agricultural Bank of China eröffnet Vor-Ort-Bankkonten für Mitarbeiter von TOB NEW ENERGY Jul 28, 2026Am Morgen des 28. Juli 2026 besuchten Vertreter der Agricultural Bank of China (ABC) die Zentrale von XIAMEN TOB NEW ENERGY TECHNOLOGY Co., LTD. um allen TOB-Mitarbeitern praktische Dienstleistungen zur Eröffnung von Bankkonten vor Ort anzubieten. Die Veranstaltung wurde im Konferenzraum des Unternehmens organisiert, sodass die Mitarbeiter den Kontoeröffnungsprozess effizient abschließen konnten, ohne den Arbeitsplatz verlassen zu müssen. Durch die direkte Bereitstellung von Bankdienstleistungen im Büro verkürzte die Initiative die Wartezeiten erheblich und vereinfachte den gesamten Ablauf, wodurch die Mitarbeiter die erforderlichen Unterlagen und die Identitätsprüfung in einer gut organisierten Umgebung abschließen konnten. Als eine der größten Geschäftsbanken Chinas bietet die Agricultural Bank of China umfassende Finanzdienstleistungen für Privatpersonen und Unternehmen im ganzen Land an. Der Vor-Ort-Service spiegelt das Engagement der Bank wider, den Kundenkomfort zu verbessern und Unternehmen durch effiziente Finanzlösungen zu unterstützen. Während der gesamten Veranstaltung begleiteten die Mitarbeiter der ABC die Beschäftigten geduldig durch jeden Schritt des Antragsprozesses, beantworteten Fragen zu Bankdienstleistungen und stellten sicher, dass jeder Antrag genau und effizient bearbeitet wurde. Die gesamte Kontoeröffnungssitzung verlief dank der engen Zusammenarbeit zwischen den Bankvertretern und dem Verwaltungsteam von TOB NEW ENERGY reibungslos. Die Fürsorge für Mitarbeiter war schon immer ein wichtiger Bestandteil der Unternehmenskultur von TOB NEW ENERGY. Neben der Bereitstellung einer innovativen und professionellen Arbeitsumgebung bemüht sich das Unternehmen kontinuierlich darum, Verwaltungsdienstleistungen zu verbessern und seinen Mitarbeitern mehr Komfort zu bieten. Die Organisation von Bankdienstleistungen vor Ort ist ein weiteres Beispiel für das Engagement des Unternehmens zur Steigerung der Arbeitseffizienz und zur Unterstützung der täglichen Bedürfnisse seines Teams. Als globaler Anbieter von Batterie-Laborausrüstung, Batterie-Pilotanlagen und Lösungen für Batteriefertigungslinien, investiert TOB NEW ENERGY weiterhin nicht nur in technologische Innovationen, sondern auch in die Schaffung eines effizienten und menschenorientierten Arbeitsplatzes. Das Unternehmen betreut Kunden weltweit mit umfassenden Lösungen für Lithium-Ionen-Batterien, Natrium-Ionen-Batterien, Festkörperbatterien und die Herstellung von Superkondensatoren. Erfahren Sie mehr über TOB NEW ENERGY, einschließlich unserer Unternehmensgeschichte, F&E-Kompetenzen, Produktionsanlagen und globalen Lösungen für die Batterieindustrie. Entdecken Sie unser vollständiges Angebot an Batteriefertigungsausrüstung, Laborinstrumenten, Pilotproduktionslinien und schlüsselfertigen Engineering-Lösungen für die Herstellung von Lithium-Ionen-, Natrium-Ionen- und Festkörperbatterien. TOB NEW ENERGY bedankt sich herzlich für die professionelle Unterstützung durch die Agricultural B...mehr sehen
-
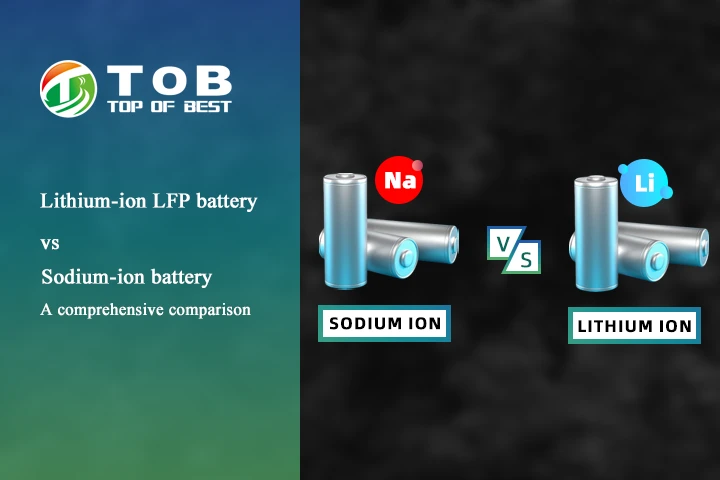
Ist dies der „LFP-Moment“ für Natrium-Ionen-Batterien? Jul 21, 2026Die weltweiten Lieferungen von Natrium-Ionen-(Na-Ionen-)Batterien befinden sich mitten in einer sprunghaften Expansion. Laut dem Qidian Research 2026 Global Na-ion Technology Application White Paper stiegen die jährlichen Lieferungen von etwa 3,6 GWh im Jahr 2024 auf 9 GWh im Jahr 2025. Analysten von Bernstein prognostizieren für 2026 eine Verdreifachung auf mindestens 25 GWh, wobei die Energiespeicherung mehr als die Hälfte der Gesamtnachfrage ausmachen wird. Mit Blick auf die Zukunft erwartet die Branche, dass der Markt bis 2030 die Marke von 500 GWh überschreiten wird. Dieser Anstieg von 3,6 auf 25 GWh innerhalb von drei Jahren erfüllt alle Voraussetzungen für eine Branche, die kurz vor dem Durchbruch steht. Die Kostenkreuzung Die zentrale Variable sind die Kosten. Führende Hersteller erwarten, dass Na-Ionen-Zellen mit Schichtoxid-Kathoden bis Ende 2026 Kostenparität mit LFP-Zellen erreichen könnten, angetrieben durch Skaleneffekte bei Materialien und verbesserte Produktionsausbeuten. Die Kosten massenproduzierter Na-Ionen-Kathoden haben LFP-Kathoden bereits in einem Szenario erreicht, in dem Lithiumcarbonat mit 150.000 RMB pro Tonne bewertet wird. Gleichzeitig sind die Kosten für Hartkohlenstoff-Anoden von 60.000–70.000 RMB pro Tonne im Jahr 2024 auf 35.000–40.000 RMB pro Tonne im Jahr 2026 gesunken. Die Kostenkurven nähern sich ihrem Schnittpunkt an. Mit der Skalierung der Branche,TOB NEW ENERGY spielt eine Rolle, indem das Unternehmen den Zugang zu wichtigen Natrium-Ionen-Batteriematerialien und Ausrüstungslösungen für die Produktion von Natrium-Ionen-Batterien für die Zellfertigung erweitert. Vom Labor zur Gigawattstunde: Kommerzielle Aufträge gehen in Betrieb Der Übergang von Laborprototypen zu festen Aufträgen im GWh-Maßstab dauerte fast fünf Jahre, doch große Abschlüsse zeigen nun, dass kommerzielle Wege validiert sind. Die weltweit erste Natrium-Ionen-Energiespeicherstation der 100-MWh-Klasse ist in der Provinz Hubei in Betrieb gegangen — eine einzelne Ladung speichert 100.000 kWh Strom, genug, um den täglichen Bedarf von etwa 12.000 Haushalten zu decken. Chinas erstes netzseitiges 10-MWh-Natrium-Ionen-Speicherprojekt mit vollständig im Inland gefertigten Zellen wurde an das Stromnetz angeschlossen. In der Stadt Honghu hat die erste Phase einer 100-MW/200-MWh-Anlage die Fertigstellungsprüfung bestanden. Schwierige Zeiten für LFP? Der Aufstieg von Natrium-Ionen wird unweigerlich den Marktanteil von LFP beeinträchtigen. Energiespeicherung ist das wichtigste Einsatzgebiet von Na-Ionen. Bernstein schätzt, dass die Nachfrage 350 GWh bis 2030 erreichen könnte, wenn Na-Ionen 10–20 % des Speichermarktes erobert — genug, um die LFP-Kapazitätsplanung erheblich zu stören. Sobald Kostenparität erreicht ist, wird Na-Ionen klare Vorteile in Anwendungen haben, die weniger empfindlich auf Energiedichte reagieren: stationäre Speicher, Zweiräder, Start-Stopp-Stromversorgungen und Ähnliches. Darüber hinaus ist China laut CBC Metal Network bei etwa 70 % s...mehr sehen
-
TÜV Rheinland zertifiziert die Lieferantenfähigkeit von TOB New Energy Jul 16, 2026TOB NEW ENERGY hat eine umfassende Vor-Ort-Bewertung der Lieferantenfähigkeit durch TÜV Rheinland, eine der weltweit führenden unabhängigen Prüf- und Zertifizierungsstellen, bestanden. Die im Juli 2026 unter der Berichtsnummer 493334655_T abgeschlossene Bewertung bietet eine Drittanbieter-Verifizierung der Fertigungsinfrastruktur, Qualitätsmanagementsysteme und Exportbereitschaft von TOB — und bestätigt unabhängig die über mehr als zwei Jahrzehnte Batterieentwicklungspraxis aufgebauten Fähigkeiten. Die Bewertung kann online über das zertifizierte Lieferantenportal von TÜV Rheinland verifiziert werden und bietet internationalen Käufern einen direkten Weg, die Qualifikationen von TOB zu bestätigen, ohne sich ausschließlich auf selbst gemeldete Angaben zu verlassen. TÜV Rheinland, gegründet im Jahr 1872, gehört weltweit zu den bekanntesten Namen im Bereich der industriellen Prüfung und Zertifizierung. Die Bewertungen der Lieferantenfähigkeit umfassen Vor-Ort-Inspektionen von Produktionsanlagen, Qualitätskontrollprozessen, F&E-Infrastruktur und Exportabläufen — keine aus der Ferne durchgeführte Dokumentenprüfung, sondern ein physisches Audit, bei dem TÜV-Ingenieure die Produktionshalle begehen. Was die Bewertung umfasst Die Bewertung der Lieferantenfähigkeit durch TÜV Rheinland beurteilt einen Hersteller anhand der Dimensionen, die für internationale Beschaffungsentscheidungen am wichtigsten sind: Fertigungsinfrastruktur.Zustand der Produktionsausrüstung, Kapazität, Automatisierungsgrad und Wartungssysteme — zur Überprüfung, ob die Fabrik in der Lage ist, Exportaufträge im erforderlichen Umfang und mit der erforderlichen Beständigkeit zu liefern. Qualitätsmanagement.Prüfung eingehender Materialien, Qualitätskontrolle während des Prozesses, Prüfung fertiger Produkte, Umgang mit Nichtkonformitäten und Korrekturmaßnahmensysteme — die betrieblichen Prozesse, die bestimmen, ob die Produktqualität wiederholbar oder schwankend ist. F&E- und technische Kompetenz.Laboreinrichtungen, Prüfgeräte, Qualifikationen des Ingenieurteams und Produktentwicklungsprozesse — Indikatoren dafür, ob der Lieferant technische Probleme eigenständig lösen kann. Exportfähigkeit.Verpackungsstandards, Logistikdokumentation, Bewusstsein für regulatorische Anforderungen und Infrastruktur für internationalen Kundenservice — die praktischen Fähigkeiten, die inländische Lieferanten von zuverlässigen Exportpartnern unterscheiden. Jede Dimension wird durch Vor-Ort-Beobachtung, Dokumentenprüfung und Mitarbeiterinterviews bewertet. Der TÜV-Bewerter überprüft, ob die Angaben des Unternehmens mit den tatsächlich vorhandenen Gegebenheiten übereinstimmen. TOBs Qualifikationspaket: Von Produktsicherheit bis zu Produktionssystemen Die Bewertung durch TÜV Rheinland ergänzt die neueste Ebene einer Qualifikationsarchitektur, die Produktsicherheitszertifizierungen, Managementsystemzertifizierungen und unabhängige Lieferantenverifizierung umfasst — jeweils mit einem eigenen Schwerpunkt zur Stärkung de...mehr sehen
-
TOB NEW ENERGY Grüße zum Drachenbootfest & Feiertagsmitteilung Jun 15, 2026Grüße zum Drachenbootfest & Feiertagsmitteilung von TOB NEW ENERGY Sehr geehrte Kunden und Partner, da das traditionelle chinesische Drachenbootfest näher rückt, möchte das Team von TOB NEW ENERGY Ihnen unsere herzlichsten Grüße übermitteln. Wir wünschen Ihnen und Ihren Angehörigen Gesundheit, Frieden und weiterhin viel Erfolg. Der Geist des Drachenbootfests zeichnet sich durch aufeinander abgestimmte Teamarbeit, Ausdauer und unermüdlichen Fortschritt aus – Prinzipien, die stark mit unserem Engagement für die Weiterentwicklung von Lösungen für Batterieproduktionslinien gemeinsam mit unseren globalen Partnern übereinstimmen. Bitte beachten Sie, dass unsere Büros während der Feiertage vorübergehend geschlossen sind: Feiertagszeitraum:Freitag, 19. Juni 2026 – Sonntag, 21. Juni 2026 Wiederaufnahme des regulären Betriebs:Montag, 22. Juni 2026 Während dieses dreitägigen Zeitraums können sich unsere Antwortzeiten geringfügig verzögern. Wenn Sie dringende Fragen zu laufenden Gerätebestellungen, Lösungen für die Herstellung von Festkörper- oder Lithium-Ionen-Batterien oder zum technischen Support haben, wenden Sie sich bitte direkt per E-Mail oder Telefon an Ihren zuständigen Kundenbetreuer. Bei allen allgemeinen Anfragen hinterlassen Sie uns bitte eine Nachricht, und wir werden Ihre Anfrage nach unserer Rückkehr umgehend priorisieren. Vielen Dank für Ihr anhaltendes Vertrauen und Ihre Zusammenarbeit. Notfallkontakt:Amy Wang E-Mail: tob.amy@tobmachine.com Mobiltelefon: +86-18120715609 Mit freundlichen Grüßen, Das Team von TOB NEW ENERGY www.tobmachine.commehr sehen
-
TOB NEW ENERGY schließt die CIBF 2026 mit bahnbrechenden Festkörperbatterielösungen ab May 15, 2026Shenzhen, China, 15. Mai 2026 – TOB NEW ENERGY, ein weltweit tätiger Anbieter von High-End-Batteriefertigungsanlagen und integrierten Engineering-Lösungen, feierte heute den erfolgreichen Abschluss seiner Teilnahme an der 18. Internationale Batteriemesse China (CIBF2026) Zum Abschluss der Messe präsentierte das Unternehmen sein neu vorgestelltes Komplettpaket. Laborlösung für Festkörperbatterien Es erwies sich als zentraler Anlaufpunkt für Besucher, die die Forschungs- und Entwicklungsinfrastruktur für Batterien der nächsten Generation evaluierten. Während der gesamten dreitägigen Veranstaltung präsentierte TOB NEW ENERGY Verkaufsstand (8T086) Die Veranstaltung zog einen stetigen Zustrom von Batterieherstellern, Materialunternehmen und Forschungsexperten an. Im Zentrum der Präsentation stand ein voll funktionsfähiges Festkörperbatterie-Laborsystem, das den gesamten Arbeitsablauf abdeckte – von der Materialhandhabung und Elektrodenpräparation bis hin zur Zellmontage und Formierungsprüfung. Das gesamte System arbeitet in einer Trockenkammer, eine entscheidende Voraussetzung für feuchtigkeitsempfindliche Materialien wie Sulfid-, Oxid- und polymerbasierte Festelektrolyte. Neben dem Festkörpersystem präsentierte TOB seine etablierten Komplettlösungen für Lithium-Ionen- und Natrium-Ionen-Batterien, einschließlich skalierbarer Systeme. Batterielaborlinie , Batterie-Pilotleitung Konfigurationen und hoher Durchsatz Batterieproduktionslinie Anlagen für Knopfzellen, zylindrische Zellen, Pouchzellen und prismatische Zellen. Zusammen verdeutlichten diese Exponate die Fähigkeit des Unternehmens, die Lücke von der frühen Materialforschung bis zur Massenproduktion zu schließen – eine Kompetenz, die in über 24 Jahren engagierter Batterieentwicklung aufgebaut wurde. Direkte Interaktion und beeindruckende Perspektiven Während der gesamten CIBF2026, Dr. Dany Huang Und Marketingdirektorin Amy Wang Sie waren am Stand präsent und sprachen direkt mit Hunderten von Besuchern. Die Gespräche reichten von technischen Details der Festelektrolytverarbeitung und Elektrodenentwicklung bis hin zur Konfiguration ganzer Pilotanlagen für neuartige Batterietechnologien. Die Live-Demonstration der Festkörpertechnologie im Labor erwies sich als besonders attraktiv und regte intensive Diskussionen über Reproduzierbarkeit, Durchsatz und industrielle Einsatzreife an. Zum Messeschluss verzeichnete TOB NEW ENERGY eine hohe Anzahl qualifizierter Leads und bestätigte, dass zahlreiche Besucher konkretes Interesse an der Bestellung von Laboraufbauten, Pilotanlagen und zugehörigen Dienstleistungen bekundeten. Darüber hinaus wurden mehrere vorläufige strategische Partnerschaftsvereinbarungen mit internationalen Batterieentwicklern und Materialinnovatoren angestoßen, wodurch die globale Präsenz von TOB weiter ausgebaut wird. „Die CIBF2026 hat bestätigt, dass Festkörperbatterietechnologie keine Zukunftsvision mehr ist – sie ist die Herausforderung der heutigen Industrietechnik“, sagte Dr. Huang. „...mehr sehen
-
Lernen Sie TOB NEW ENERGY Battery Manufacturing Solutions auf der CIBF 2026 kennen. May 06, 2026XIAMEN, CHINA — TOB NEUE ENERGIE , ein weltweit anerkannter Anbieter integrierter Batteriefertigungslösungen, freut sich, seine Teilnahme an bekannt zu geben die 18. Internationale Batteriemesse Chinas (CIBF 2026) , was stattfinden wird vom 13. bis 15. Mai 2026 am Shenzhen Weltausstellungs- und Kongresszentrum Das Unternehmen wird ausstellen auf Stand 8T086 Dort wird das Unternehmen seine umfassenden Kompetenzen entlang der gesamten Wertschöpfungskette von Batterien präsentieren — von der Forschung und Entwicklung im Labormaßstab über die Validierung im Pilotmaßstab bis hin zur Massenproduktion im industriellen Maßstab Im Mittelpunkt der Präsentation von TOB NEW ENERGY stehen die innovativen Lösungen für Batterielaboranlagen, Batteriepilotanlagen, Batterieproduktionsanlagen und Spezialsysteme für Festkörperbatterien, Natrium-Ionen-Batterien und Lithium-Ionen-Batterien. CIBF 2026: Eine globale Plattform für Batterieinnovationen Die von der China Industrial Association of Power Sources (CIAPS) organisierte CIBF 2026 gilt als weltweit größte und einflussreichste Fachmesse für Batterietechnologie. Die 18. Ausgabe bringt über 3.100 Aussteller zusammen und erwartet rund 350.000 Fachbesucher aus aller Welt auf einer Ausstellungsfläche von 280.000 Quadratmetern. Unter dem Motto „Die Welt verbinden · Grüne Energie fördern · Die Zukunft gestalten“ dient die Veranstaltung als führende Plattform für die Präsentation bahnbrechender Technologien, den Aufbau strategischer Partnerschaften und die Gestaltung der Zukunft der globalen Energiespeicherbranche. Das parallel stattfindende Advanced Battery Frontier Technology Symposium bietet spezielle Sessions zu Festkörperbatterien und Batteriesystemen der nächsten Generation, Natriumionen-Technologien, fortschrittlichen Lithiumionen-Chemien, intelligenter Fertigung und digitalen Zwillingen – und spiegelt damit den beschleunigten Wandel der Branche hin zu höherer Energiedichte, verbesserter Sicherheit und nachhaltiger Produktion wider. Vereinbaren Sie einen Termin an Stand 8T086 Umfassende Batterieherstellungslösungen TOB NEW ENERGY hat sich als Komplettanbieter für die Batteriebranche etabliert und betreut seit seiner Gründung über 2.000 Kunden in mehr als 20 Ländern. Der Messestand des Unternehmens (8T086) präsentiert drei zentrale Fertigungslösungen, die alle Phasen der Batterieentwicklung und -produktion abdecken: Lösungen für Batterielabore Für akademische Einrichtungen, Forschungs- und Entwicklungszentren von Unternehmen und nationale Labore bietet TOB NEW ENERGY vollständig individualisierte Batterieanlagen im Labormaßstab. Diese umfassen Anlagendesign, präzise Gerätekonfiguration und umfassende Schulungen für Forschende. Mit diesen Lösungen können Kunden neue Materialien validieren, Elektrodenformulierungen optimieren und neuartige Zellchemien unter präzise kontrollierten Bedingungen entwickeln. Die Laboranlagen des Unternehmens sind auf maximale experimentelle Flexibilität bei gleichzeitig hoher Genauigkeit u...mehr sehen
-
Hinweis zum Tag der Arbeit 2026 | TOB NEUE ENERGIE Apr 20, 2026Sehr geehrte Kunden und Partner, Bitte beachten Sie, dass TOB NEUE ENERGIE wird die bevorstehenden Ereignisse beobachten Internationaler Tag der Arbeit Unsere Büros und Produktionsstätten werden vorübergehend geschlossen. vom 1. Mai 2026 bis zum 5. Mai 2026 Wir werden den Normalbetrieb am Mittwoch, dem 6. Mai 2026, wieder aufnehmen. Auch während dieser kurzen Pause bleibt unser Engagement für die Weiterentwicklung Ihrer Batterietechnologieprojekte unverändert. Kontinuierliche Unterstützung für Ihre Batterieprojekte Auch wenn unsere Büros geschlossen sind, stehen Ihnen unsere digitalen Ressourcen jederzeit zur Verfügung. Unsere Forschung und Produktion schreiten voran. Ob Sie Lithium-Ionen-Produktionslinien ausbauen, Natrium-Ionen-Technologien erforschen oder die Grenzen der Festkörperbatterie-Forschung und -Entwicklung erweitern möchten – Sie können unsere Lösungen weiterhin online entdecken: Modernisieren Sie Ihre Produktionslinie: Entdecken Sie unser umfassendes Angebot an fortschrittlichen Lösungen. Anlagen zur Batterieherstellung , einschließlich Präzisions-Suspensionsmischern, hocheffizienten Vakuumbeschichtungsanlagen und fortschrittlichen Montageanlagen für zylindrische und Pouch-Zellen. Hochwertige Komponenten beziehen: Stöbern Sie in unserem Premium-Sortiment Batteriematerialien um sicherzustellen, dass Ihre Produktionszyklen ohne Verzögerung ablaufen. Technische Einblicke: Erhalten Sie tiefgreifende Einblicke in die technische Logik und die Branche in unserem Technischer Blog Die Anfragen und dringende Kontaktaufnahmen Anfragen, technische Supportanfragen und Bestellungen, die während der Feiertage eingehen, werden nach unserer Rückkehr am 6. Mai priorisiert und umgehend bearbeitet. Bei dringenden Angelegenheiten bezüglich laufender Geräteinstallationen oder Lieferungen wenden Sie sich bitte direkt per E-Mail oder Mobiltelefon an Ihren zuständigen Kundenbetreuer. Amy Wang: E-Mail: tob.amy@tobmachine.com Mobiltelefon: +86-18120715609 Wir schätzen Ihr anhaltendes Vertrauen in TOB NEUE ENERGIE Als Ihr zuverlässiger Partner in der globalen Batterieindustrie wünschen wir Ihnen erholsame und schöne Feiertage! Aufrichtig, Das TOB NEW ENERGY Team www.tobmachine.commehr sehen