

Kategorien
neuer Blog
- Eine technische Roadmap von der Batterielaborlinie und Pilotlinie bis hin zu Lösungen für vollmaßstäbliche Batterieproduktionslinien
- TOB NEW ENERGY: Chinesischer Anbieter integrierter Batterielösungen für Ausrüstung und Materialien bis hin zu schlüsselfertigen Produktionslinien
- TOB leitender Ingenieur zum Industrie-Absolventen-Mentor der CSU ernannt
- Leitfaden für Festkörperbatterie-Fertigungsausrüstung 2026–2027
- Superkondensatoren vs. Batterien: Komplementäre industrielle Energiespeicherung
Tags
Wie erkennt man den durch Grate an den Batterieelektroden verursachten Kurzschluss?
Dies Artikel analysiert die Ursachen von Nullspannung. Konzentriert sich auf das Phänomen der Null Spannung in der Batterie durch Elektrodengrate. Durch die Identifizierung der Ursache von Beim Kurzschluss streben wir danach, das Problem präzise und besser zu lösen verstehen, wie wichtig es ist, Elektrodengrate während der Produktion zu kontrollieren.
Experiment
1. Batterievorbereitung
Dieses Experiment verwendet Lithium Nickel-Kobalt-Manganat-Material (NCM111) als positives Aktivmaterial. Mischen das positive Aktivmaterial, SP-Ruß, PVDF-Binder und NMP-Lösungsmittel ein Massenverhältnis von 66:2:2:30, um eine Aufschlämmung herzustellen. Die Aufschlämmung wird auf eine 15 µm dicke Schicht aufgetragen Carbonbeschichtete Aluminiumfolie, die einseitige Beschichtungsmenge beträgt 270 g/m2. Legen Sie die positive Elektrode zum Trocknen in einen Ofen bei einer Temperatur von (120 ± 3) °C für 24 Stunden, und dann wird der Kalandrierungsprozess durchgeführt, um das herzustellen Kompaktdichte der Elektrode 3,28 g/cm3. Das negativ aktive Material verwendet Lithiumtitanat-Material Li4Ti5O12. Mischen Sie das negativ aktive Material SP Leitfähiges Rußmittel, PVDF-Bindemittel und NMP-Lösungsmittel gemäß Massenverhältnis von 52:2:2:44, um eine Aufschlämmung herzustellen. Die Anodenaufschlämmung wird auf eine 15 µm dicke Schicht aufgetragen dicke kohlenstoffbeschichtete Aluminiumfolie, und die Beschichtungsmenge auf einer Seite beträgt 214 g/m2. Legen Sie die negative Elektrode in einen Ofen bei einer Temperatur von (110 ± 3) °C 24 Stunden lang trocknen lassen und dann einen Walzvorgang durchführen, um die Verdichtung zu erreichen Dichte des Elektrodenstücks 1,85 g/cm3. Die getrocknete Elektrode wird eingeschnitten Stücke mit einer Breite von (136,0 ± 1,0) mm und die Elektrode darf keine Grate aufweisen 12μm überschreiten. Der Elektrolyt verwendet 1 mol/L LiPF6/EC+EMC+DMC (Volumenverhältnis 1:1:1). Der Separator ist ein poröser Separator aus Polyethylen (PE) mit einer Dicke von 20 µm. Obenstehendes Die Materialien werden zu 66160-Zellen mit einer Auslegungskapazität von 45 Ah zusammengebaut. Nach Aufziehen und Zusammenbauen, die obere Abdeckung der Aluminiumschale wurde verschweißt und versiegelt und die Versuchszellen wurden in einen Ofen bei einer Temperatur von 100 °C gestellt (85 ± 3) °C zum Trocknen für 24 Stunden.
Nach dem Trocknen werden die Batteriezellen gefüllt und die Menge an Elektrolyt eingestellt 200g. Nach dem Einfüllen des Elektrolyten wurden die Zellen bei Raumtemperatur stehen gelassen Temperatur für 72 Stunden. Nach dem Stehenlassen waren alle Versuchszellen auf Leerlaufspannung (OCV) sowie Innenwiderstand und Spannung getestet der Batterie wurden aufgezeichnet.
2. Ladetest
Verwenden Sie bei der Durchführung der Innenwiderstands- und Spannungsanalyse einen Wechselstrom Innenwiderstandstester zum Testen. Verwenden Sie die hochpräzise 5V-50A-Batterie Leistungstestsystem zum Testen der Ladeleistung des Akkus. Für Zellen, die nach dem Befüllen stehen gelassen wurden, beim Anlegen einer Spannung Beim Test schließen Sie zunächst die Zelle kurz, um ihre Spannung auf 0 zu reduzieren, was a ist Nullspannungszelle.
Führen Sie anschließend einen Ladetest an der Nullspannungszelle durch. Wenn die Umgebung Da die Temperatur (25 ± 3) °C beträgt, werden unterschiedliche Ströme (z. B. 1 A, 2 A und 3 A) verwendet Aufladen. Die Experimente wurden in der Reihenfolge der Stromstärke von klein bis durchgeführt groß und Zeit von kurz bis lang. Die Ladezeit wurde auf 5 Sekunden eingestellt, 10 Sekunden bzw. 25 Sekunden. Beobachten Sie die Veränderungen der Batteriespannung nach jeder Ladezeit.
3.Selbstentladungstest
Verwenden Sie einen zweidimensionalen Tester für Elektrodengratanalyse. Verwenden Sie für den Innenwiderstand einen Wechselstrom-Innenwiderstandstester Widerstands- und Spannungsanalyse. Verwenden Sie eine hochpräzise 5V-50A-Batterie Leistungstestsystem zum Testen der elektrischen Leistung. Verwenden Sie ein Hoch und ein Tief Temperaturbox zur Steuerung der Zellentemperatur. Nach den Nullspannungszellen Bevor die Formation aufgeladen ist, schmilzt der Grat und es tritt keine Nullspannung mehr auf. Testen Sie den normalen Entstehungsprozess dieser Batterie. Der Entstehungsprozess ist wie folgt folgt:
â Nach dem Wenn die Temperatur der Hochtemperaturbox 120 °C erreicht, warten Sie 120 Minuten.
â¡Laden mit 1,0 mal C-Strom auf die Abschaltspannung von 2,8 V bringen, dann auf konstante Spannung umschalten Aufladen. Die Ladeunterbrechungszeit beträgt 2 Stunden.
â¢Warten Sie auf 10 Minuten.
â£Entladung mit 1,0 mal C-Strom auf die Abschaltspannung von 1,5 V und dann auf Konstant umschalten Spannungsentladung. Die Entladeschlusszeit beträgt 2 Stunden.
â¤Warten Sie auf 10 Minuten.
â¥Wiederholen Sie die Schritte 2 bis 5 3 Mal.
â¦Aufladen mit 1,0 mal C-Strom, Ladezeit beträgt 0,7 Stunden, dann mit 2,3 V konstant laden Spannung, Abschaltstrom beträgt 0,45 A. Führen Sie einen Selbstentladungstest an den geformten Zellen durch. Verwenden die Methode zum Testen der statischen Spannung und testen Sie die Spannung mindestens zwei Mal Monate. Nachdem die Zellen 24 Jahre lang bei Raumtemperatur (25 ± 5) °C stehen gelassen wurden Stunden wird die Leerlaufspannung geprüft und aufgezeichnet. Anschließend werden die Zellen einen Monat und zwei Monate lang weiter bei Raumtemperatur stehen lassen und dann Die Leerlaufspannung wurde erneut getestet und aufgezeichnet.
Ergebnisse und Diskussion
1. Vergleich der Batteriespannung vor der Formation
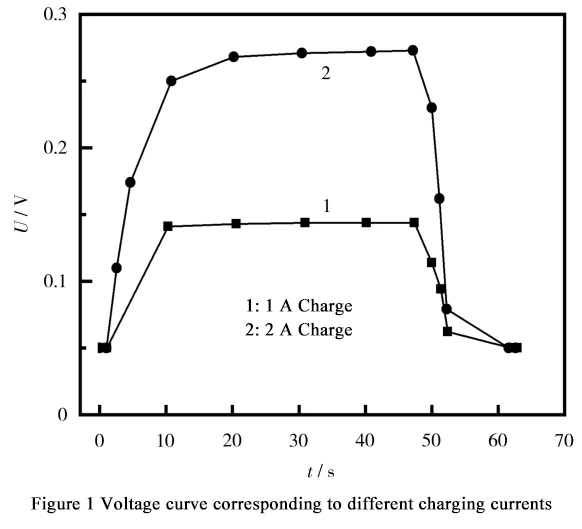
Abbildung 1 zeigt die Batteriespannung ändert sich während des 1A- und 2A-Ladevorgangs und nach dem Stoppen des Ladevorgangs. Es kann sich sehen lassen Aus der Abbildung geht hervor, dass eine Nullspannungsbatterie ungefähr als eine angesehen werden kann Kurzschluss durch innere Grate. Die Batterie kann einem Strom standhalten Test von weniger als 2A innerhalb von 1 Minute. Wenn der Ladestrom 1A und 2A beträgt, Aufgrund des durch interne Grate verursachten Kurzschlusses erreicht die Spannung einen stabilen Wert Wert und ändert sich nicht mehr. Wenn der Ladevorgang gestoppt wird, sinkt die Spannung schnell kehrt zu 0 zurück.
Erhöhen Sie den Ladevorgang weiter ändern Sie den Ladestrom auf 3A und stellen Sie die Ladezeit auf 5s ein. 10er bzw. 25er. Die Batterieladetestkurve ist in der Abbildung dargestellt 2.
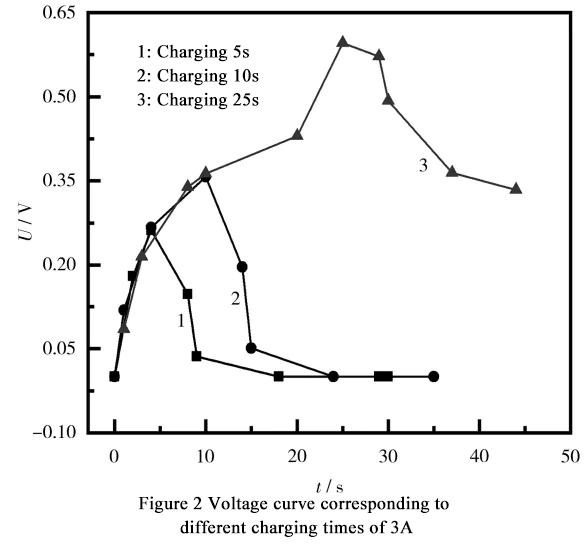
Gemäß der Beobachtung in Abbildung 2, wenn der Ladestrom 3A erreicht, ist die Spannungsänderung der Batterie ähnlich wie bei 1A und 2A Laden unter der Ladezeit von 5 Sekunden und 10 Sekunden. Als das Aufladen Zeit verlängert sich, wenn die Ladezeit 10 Sekunden überschreitet, sinkt die Spannung langsam steigt. Wenn die Ladezeit 20 Sekunden erreicht, steigt die Spannung schnell an. Nachdem der Ladevorgang beendet ist, sinkt die Spannung langsam und erreicht die vorherige Nullspannung Das Phänomen tritt nicht in kurzer Zeit auf.
Basierend auf der Spannungsgeschwindigkeit Wenn sich die Temperatur während des Ladevorgangs ändert, kann daraus geschlossen werden, dass sich im Inneren des Akkus Grate gebildet haben aufgrund der beim Laden entstehenden Wärme thermisch verschmolzen sind. Vor dem Gratsicherungen zeigt die Spannung eine langsam ansteigende Phase innerhalb von 10 bis 20 Sekunden nach Beginn des Ladevorgangs.
Nach 20 Sekunden schmilzt der Grat, und die Batteriespannung steigt schnell an. Nach Beendigung des Ladevorgangs wird der Akku entladen Die Spannung nimmt langsam ab. Es ist erwähnenswert, dass nach dem Gratschmelzen Metall entsteht Es verbleiben noch Verunreinigungen im Akku, die zu einer schnelleren Selbstentladung führen normale Batterien. Daher ist es nach der Normalisierung der Batterie erforderlich Testen Sie die Selbstentladungsrate.
2. Vergleich der Batterie Selbstentladung nach Bildung
Der für die ausgewählte Akku Das Experiment wurde gemäß dem oben beschriebenen Bildungsprozess geladen und entladen. Nach Schritt ⦠wird die Der Ladezustand (SOC) der Batterie betrug etwa 80 %. Die Selbstentladung Der Test der Batterie wurde bei Raumtemperatur durchgeführt und mit verglichen Batterien, die Verunreinigungen aus derselben Charge enthalten. Die Testdaten werden in angezeigt Tabelle 1.
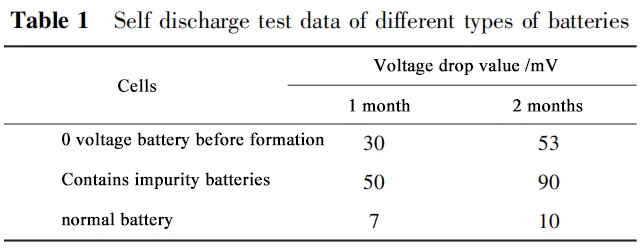
Es kann sein Aus Tabelle 1 geht hervor, dass eine durch Grate verursachte Selbstentladung der Batterie vorliegt und hat Auswirkungen auf die Ladungserhaltungsfähigkeit der Batterie. Analyse der Ursachen für Selbstentladungsstörungen durch den Ladestrom können intuitiv erkannt werden spiegeln die ungewöhnliche Situation von Elektrodengraten während der Herstellung wider Prozess.
Das zeigt dass es notwendig ist, die Anforderungen an die Prozesskontrolle währenddessen weiter zu verschärfen den Produktionsprozess und warten Sie den Fräser rechtzeitig, um sicherzustellen Batterieleistung verbessern und Sicherheitsrisiken reduzieren. Nachdem der Grat weggeblasen ist, da Es befinden sich noch Metallverunreinigungen im Inneren der Elektrode.
Nach Zu den Selbstentladungsdaten nach der Messung der Batteriekapazität kann es gehören kam zu dem Schluss, dass eine normale Batterie eine Zeit lang bei Raumtemperatur belassen wurde Monat sinkt die Spannung um etwa 7 mV; Nach zwei Monaten sinkt die Spannung ca. 10mV. Dies zeigt, dass die Selbstentladungsrate von Batterien zu hoch ist Die Gratbildung ist größer als bei normalen Batterien. Unter Berücksichtigung der Spannung vor der Bildung und die Selbstentladungsdatenanalyse nach der Kapazitätsteilung, Daraus kann geschlossen werden, dass übermäßige Grate zu einer abnormalen Batterieladung führen Aufbewahrungsleistung. Die auf den Batterieelektroden vorhandenen Grate bleiben bestehen verschwinden vollständig und beeinträchtigen auf lange Sicht die Leistung des Akkus Begriff.
Zusammenfassend lässt sich sagen, dass Grate eine negative Seite haben Auswirkungen auf die Batterieleistung, daher müssen Maßnahmen ergriffen werden, um diese zu reduzieren Gratbildung während des Herstellungsprozesses, um die Batterie zu gewährleisten Leistung und Sicherheit.
Schlussfolgerung
Im Batterieherstellungsprozess wird die Größe der Elektrode kontrolliert Grate sind ein entscheidender Parameter. Wenn ein Grat einen Kurzschluss verursacht, steigt die Spannung Die Batterie wird nach dem Befüllen auf 0 gesetzt. Durch Laden einer kurzgeschlossenen Batterie Durch einen Grat mit kleinem Strom kann eine stabile Spannung beobachtet werden. Wann Wenn der Strom den Wert der Gratsicherung erreicht, sind noch Metallverunreinigungen vorhanden im Inneren des Akkus, was weiterhin die Selbstentladung des Akkus beeinträchtigt Batterie, was zu einer höheren Selbstentladungsrate als normale Batterien führt. Das Mit dieser Methode lassen sich durch Grate verursachte Batteriekurzschlüsse erkennen Batterieherstellung. Durch die Beobachtung von Spannungsänderungen können wir steuern Verstärkung der Inspektionen von Schneid-, Stanz- und Wickelanlagen während des Batterieproduktionsprozesses, um die Produktion großer Mengen zu vermeiden Mengen ungeeigneter Batterien. Daher durch Aufladen kurzgeschlossen Batterien, die durch Grate mit niedrigem Strom und Überwachung von Spannungsänderungen verursacht werden, Probleme im Batterieherstellungsprozess können effektiv identifiziert werden und Relevante Prozesskontrollen können geleitet werden, um die Batteriequalität sicherzustellen und Leistung.
